Metallide induktsioonkuumutamine, karastamine ja induktsioonsulatamine
Kõige täiuslikum kütteliik on see, mille puhul soojus tekib otse kuumutatavas kehas. See kütmisviis on väga hästi tehtud elektrivoolu läbi keha juhtimisega. Kuid otsene - kuumutatud keha lülitamine elektriahelasse ei ole alati tehnilistel ja praktilistel põhjustel võimalik.
Nendel juhtudel saab ideaalse küttetüübi realiseerida kasutades induktsioonkütet, kus soojus tekib ka köetavas korpuses endas, mis välistab tarbetu, tavaliselt suure energiakulu ahju seintes või muudes kütteelementides. Seetõttu, vaatamata suurenenud ja kõrge sagedusega voolude genereerimise suhteliselt madalale efektiivsusele, on induktsioonkuumutuse üldine kasutegur sageli kõrgem kui teiste küttemeetoditega.

Induktsioonmeetod võimaldab ka mittemetalliliste kehade kiiret kuumutamist ühtlaselt kogu nende paksuse ulatuses.Selliste kehade halb soojusjuhtivus välistab võimaluse nende sisekihtide kiireks kuumutamiseks tavapärasel viisil, see tähendab soojuse väljastpoolt tarnides. Induktsioonmeetodil tekib soojust ühtmoodi nii väliskihtides kui ka sisekihtides ning väliskihtide vajaliku soojusisolatsiooni tegemata jätmisel võib tekkida isegi oht viimaste ülekuumenemiseks.
Induktsioonkuumutuse eriti väärtuslik omadus on väga kõrge energiakontsentratsiooni võimalus kuumutatud kehas, mis on hõlpsasti kohandatav täpseks doseerimiseks. Ainult elektrikaar võib saada sama energiatiheduse järgu, kuid seda kuumutusmeetodit on raske kontrollida.
Induktsioonkuumutuse omadused ja üldtuntud eelised on loonud laiad võimalused selle kasutamiseks paljudes tööstusharudes. Lisaks võimaldab see luua uut tüüpi konstruktsioone, mis pole tavapäraste kuumtöötlusmeetodite puhul üldse teostatavad.

Füüsiline protsess
Induktsioonahjudes ja -seadmetes vabaneb soojust elektrit juhtivas köetavas kehas selles vahelduva elektromagnetvälja poolt indutseeritud voolude toimel. Nii toimub siin otseküte.
Metallide induktsioonkuumutamine põhineb kahel füüsikalisel seadusel: Faraday-Maxwelli elektromagnetilise induktsiooni seadus ja Joule-Lenzi seadus. Asetatakse metallkehad (toorikud, osad jne). vahelduv magnetväli, mis neis tuulepöörise üles ajab elektriväli… Induktsiooni EMF määrab magnetvoo muutumise kiirus. Induktsioon-EMF toimel voolavad kehades pöörisvoolud (kehade sees suletud), eraldades soojust Joule-Lenzi seaduse järgi… See EMF on loodud metallis vahelduvvoolu, põhjustab nende voolude poolt vabanev soojusenergia metalli kuumenemise. Induktsioonkuumutus on otsene ja kontaktivaba. See võimaldab teil saavutada temperatuuri, mis on piisav kõige tulekindlamate metallide ja sulamite sulatamiseks.
Intensiivne induktsioonkuumutamine on võimalik ainult kõrge intensiivsusega ja sagedusega elektromagnetväljades, mis on loodud spetsiaalsete seadmete - induktiivpoolide abil. Induktiivpoolid saavad toite 50 Hz võrgust (tööstuslikud sageduspaigaldised) või eraldi energiaallikatest — kesk- ja kõrgsagedusgeneraatoritest ning muunduritest.
Madala sagedusega kaudse induktsiooniga kütteseadmete lihtsaim induktiivpool on isoleeritud traat (pikendatud või mähitud), mis asetatakse metalltoru sisse või asetatakse selle pinnale. Kui vool liigub läbi torus oleva induktiivjuhtme, siis see soojeneb pöörisvoolud… Soojus torust (võib olla ka tiigel, anum) kandub üle kuumutatud keskkonda (toru kaudu voolav vesi, õhk jne).
Metallide induktsioonkuumutamine ja karastamine
Kõige laialdasemalt kasutatav metallide otseinduktsioonkuumutamine keskmistel ja kõrgetel sagedustel. Selleks kasutatakse spetsiaalse disainiga induktiivpooli. Induktiivpool kiirgab elektromagnetlaine, mis langeb kuumutatud kehale ja sureb sellesse. Neeldunud laine energia muundatakse kehas soojuseks. Küttekoefitsient on seda suurem, mida lähedasem on väljastatava elektromagnetlaine kuju (tasane, silindriline jne) keha kujule. Seetõttu kasutatakse lamedate korpuste soojendamiseks lamedaid, silindriliste toorikute jaoks silindrilisi (solenoidseid) induktiivpooli.Üldjuhul võivad need olla keerulise kujuga, kuna on vaja koondada elektromagnetiline energia soovitud suunas.
Induktsioonienergia sisendi tunnuseks on võime reguleerida voolutsooni ruumilist paigutust pöörisvoolud.
Esiteks liiguvad induktiivpooliga kaetud alal pöörisvoolud. Kuumutatakse ainult seda kehaosa, mis on induktiivpooliga magnetkontaktis, olenemata korpuse üldisest suurusest.
Teiseks sõltub pöörisvoolu tsirkulatsiooni tsooni ja seega ka energia vabanemise tsooni sügavus muuhulgas induktiivpooli voolu sagedusest (madalatel sagedustel suureneb ja sageduse suurenedes väheneb).
Induktiivpoolist kuumutatud voolule energia ülekande efektiivsus sõltub nendevahelise pilu suurusest ja suureneb selle vähenedes.

Induktsioonkuumutamist kasutatakse terastoodete pinnakarastamiseks, kuumutamisel plastiliseks deformatsiooniks (sepistamine, stantsimine, pressimine jne), metalli sulatamiseks, kuumtöötlemiseks (lõõmutamine, karastamine, normaliseerimine, karastamine), keevitamiseks, kihistamiseks, metalli jootmiseks.

Kaudset induktsioonkuumutamist kasutatakse protsessiseadmete (torustikud, mahutid jne) soojendamiseks, vedelate ainete soojendamiseks, pinnakatete, materjalide (näiteks puidu) kuivatamiseks. Induktsioonküttepaigaldiste kõige olulisem parameeter on sagedus. Iga protsessi jaoks (pinnakarastamine, kuumutamine) on optimaalne sagedusvahemik, mis annab parimad tehnoloogilised ja majanduslikud näitajad. Induktsioonkuumutamiseks kasutatakse sagedusi 50 Hz kuni 5 MHz.
Induktsioonkuumutuse eelised
1) Elektrienergia ülekandmine otse kuumutatud kehasse võimaldab juhtivate materjalide otsest kuumutamist. Sel juhul suurendatakse küttekiirust võrreldes kaudse toimega paigaldistega, kus toodet kuumutatakse ainult pinnalt.
2) Elektrienergia ülekandmine otse soojendatavasse kehasse ei vaja kontaktseadmeid. See on mugav automatiseeritud tootmistootmise tingimustes, kui kasutatakse vaakumit ja kaitsevahendeid.
3) Pinnaefekti nähtuse tõttu vabaneb maksimaalne võimsus kuumutatud toote pinnakihis. Seetõttu tagab jahutamise ajal induktsioonkuumutamine toote pinnakihi kiire kuumutamise. See võimaldab suhteliselt viskoosse keskkonnaga saavutada detaili kõrge pinnakõvaduse. Pinna induktsioonkarastamine on kiirem ja säästlikum kui teised pinnakarastusmeetodid.
4) Induktsioonkuumutamine suurendab enamikul juhtudel tootlikkust ja parandab töötingimusi.
Induktsioonsulatusahi
Induktsioonahju või -seadet võib pidada teatud tüüpi trafoks, mille primaarmähis (induktor) on ühendatud vahelduvvooluallikaga ja kuumutatud korpus ise toimib sekundaarmähisena.
Induktsioonsulatusahjude tööprotsessi iseloomustab vedela metalli elektrodünaamiline ja termiline liikumine vannis või tiiglis, mis aitab kaasa sama koostisega metalli saamisele kogu mahu ulatuses ühtlase temperatuuriga, samuti madala metallijäätmega (mitu korda vähem). veidi kui kaarahjudes).
Induktsioonsulatusahjusid kasutatakse terasest, malmist, värvilistest metallidest ja sulamitest valandite, sealhulgas vormitud, tootmisel.
Induktsioonsulatusahjud võib jagada tööstuslikeks sageduskanaliga ahjudeks ning tööstuslikeks, keskmise ja kõrgsageduslike tiiglahjudeks.
Induktsioonkanaliga ahi on trafo, tavaliselt võimsussagedusel (50 Hz). Trafo sekundaarmähis on sulametalli mähis. Metall on suletud rõngakujulisse tulekindlasse kanalisse.
Peamine magnetvoog indutseerib kanali metallis EMF-i, EMF tekitab voolu, vool soojendab metalli, seetõttu on induktsioonkanali ahi sarnane lühisrežiimis töötava trafoga.
Kanalahjude induktiivpoolid on valmistatud pikisuunalisest vasktorust, see on vesijahutusega, kolde kanalist osa jahutatakse ventilaatori või tsentraliseeritud õhusüsteemiga.

Kanaliga induktsioonahjud on mõeldud pidevaks tööks harvaesinevate üleminekutega ühest metalliklassist teise. Kanaliga induktsioonahju kasutatakse peamiselt alumiiniumi ja selle sulamite, aga ka vase ja mõnede selle sulamite sulatamiseks. Teised ahjuseeriad on spetsialiseerunud segistiteks vedela raua, värviliste metallide ja sulamite hoidmiseks ja ülekuumenemiseks enne valuvormidesse valamist.
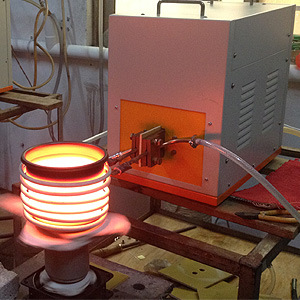
Induktsioontiigli ahju töö põhineb elektromagnetilise energia neeldumisel juhtiva laenguga. Lahter asetatakse silindrilise mähisesse - induktiivpooli. Elektrilisest vaatenurgast on induktsioontiigli ahi lühisega õhutrafo, mille sekundaarmähis on juhtiv laeng.
Induktsioontiigli ahjusid kasutatakse peamiselt metallide survevalu sulatamiseks perioodilises töörežiimis ja olenemata töörežiimist teatud sulamite, näiteks pronksi sulatamiseks, mis mõjutavad negatiivselt kanalahjude vooderdust.