Tootmisliini konstruktsioonis sisalduvad elektriskeemid
Tootmisliini korrastamine juur- ja mugulkultuuride töötlemiseks
Juurviljavaru hoitakse laadimispunkris 1. Sööda töötlemisel punkri alumises osas avage klapp ja juured juhitakse raskusjõu toimel kaldkonveierile 2, mis toidab need separaatorikivisse 3, alates mille nad lähevad lõikurile juurte pesemiseks 4. Seejärel juhitakse purustatud juured söödatehase aurusaunadesse 5 või õhutee kärusse 6 teise ruumi transportimiseks.
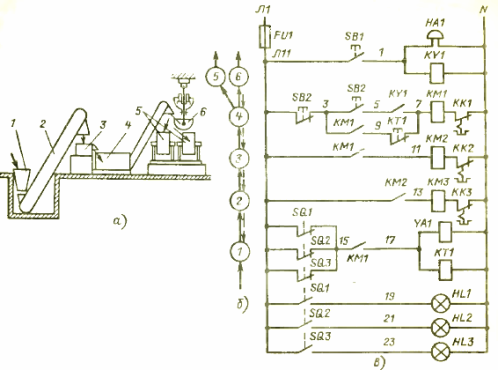
Riis. 1. Tootmisliin juur- ja mugulkultuuride töötlemiseks
See liin on tüüpiline konveiersüsteem. Sellises süsteemis on nõuetekohase toimimise tagamiseks ette nähtud mehhanismide blokeerimine, s.o. nende käivitamise ja peatamise teatud järjestuse seadmine ning reeglina blokeerimine toimub protsessi voolu suunale vastupidises suunas.
Sellise liini juhtimiseks kasutatakse elektrilist juhtimisahelat (elektriahelat) (joonis 1, c).See näitab vastavate mehhanismide kanderakette. Diagrammi vastavuse kindlakstegemiseks tehnoloogilise protsessiga on diagrammist vasakul näidatud tehnoloogiaskeem ja plokid (joonis 1, b).
Elektriahela tööpõhimõte
Punkris on siibri sulgemise solenoid YA1. Vastavalt mehhanismide 2-4 juhtimiseks on juhtnupu SB2 jaoks ette nähtud starterid KMZ-KM1. SB1 nupp on mõeldud käivitussignaali andmiseks, hoiatustuled HL1 -HL3 — mehhanismide 5 ja 6 tööseisunditest märku andmiseks.
Liini käivitamiseks vajutage eelkäivitussignaali andmiseks nuppu SB1, heliseb HA1 kell, relee KY1 aktiveerub, sulgedes käivitamiseks oma kontakti esimese starteri KM1 ahelas. Seejärel vajutage SB1 nuppu vabastamata nuppu SB2, lülitades sisse starteri KM1, seejärel käivitatakse starterid KM2 ja KMZ üksteise kontaktide kaudu, aktiveeritakse solenoid YA1, avades siibri. Töösse on kaasatud kõik masinad, töödeldakse juur- ja mugulkultuure.
Liini töö jätkub seni, kuni täituvad aurusaunad 5 või käru kere 6. Sellest annavad märku vastavalt nende piirlülitid SQ1 — SQ3. Nende signaal avab elektromagneti YA1 toiteahela ja ajarelee KT1. Elektromagnet vabastab punkri ventiili 1 ja see blokeerib tagasivooluvedru toimel juurviljade voolu konveierile 2 ja kaugemale.
Ahela paigaldatud ajarelee KT1 on mõeldud liini muutmiseks, s.o.pärast punkri 1 väljalülitamist jätkavad masinad veel mõnda aega tööd, mis on vajalik masinate täielikuks puhastamiseks juurviljade jääkidest. Selle aja möödudes lülitab relee oma kontaktiga kõik mehhanismid välja. Käsipidurdamiseks on vooluringil kontakt SB2 nupu avamiseks.
Tootmisliini üherealine toiteskeem
Kõige mugavam on koondada kõik juhtseadmed juhtpaneelile. Sel juhul on masinate toiteskeem näidatud joonisel fig. 2.
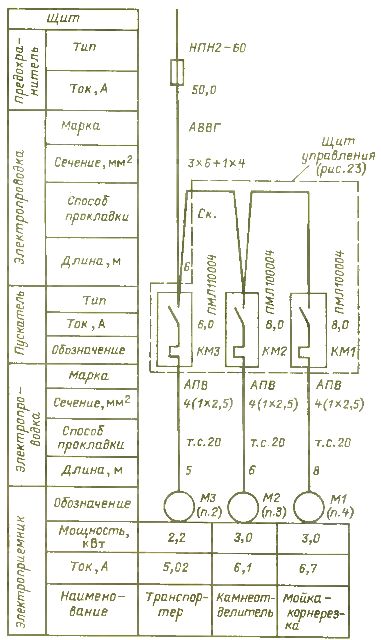
Riis. 2. Tootmisliini üherealine toiteskeem
Kaitsme on paigaldatud söödapoe toitepaneelile. PML-seeria kaitsekateteta starterid on paigaldatud paneelile ja varustatud elektrikaitse termoreleega RTL-1012 voolutugevuseks 8 A, reguleerimisvahemikuga 5,5–8 A. Spetsiifiline kaitsevool reguleeritakse vastavalt mootori vool.
KM1 starter on kaasas kontakti manus PKL-2204, kuna vooluring vajab töötamiseks kolme abikontakti ja sellel on ainult üks suletav abikontakt.
Elektriajamite toiteskeem on reeglina toodud üherealise pildina. See näitab toitelülitusseadmeid, elektrijuhtmeid ja nende paigaldamise viise.
Juhtplaadi skeemid ja plaadis olevate elektriseadmete skeem
Järgmisena tehakse joonis juhtpaneelist, millel paikneb juhtseade (joonis 3). Paigaldamiseks on lubatud järgmised seadmed: signaallambid HL1-HL3 (AC-220), nupud SB1 (PKE122-1UZ), SB2 (PKE622-2UZ), relee KY1 (RPU-2M, 2z), KT1 (VL-18-) 1), kaitse FU1 (PRS-6-P), voolu sisestus 6 A, klemmliist XT (BZ-10).
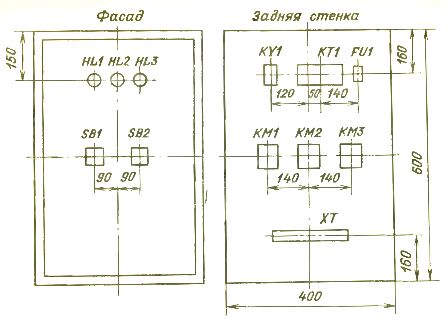
Riis. 3. Juhtpaneeli üldvaade koos elektriseadmete paigutusega
Järgmisena on näidatud trükkplaadi ühenduste joonis (elektriskeem - joon. 4), millele on joonistatud paigaldatud elektriseadmete elektriskeemid, jälgimata skaalat, seerianumbreid (lugejas) ja asukoha tähistusi. vastavalt diagrammi põhimõttele (nimetajas) paigutatakse iga pildi kohale.
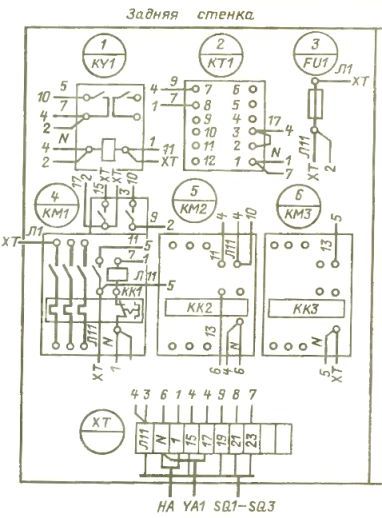
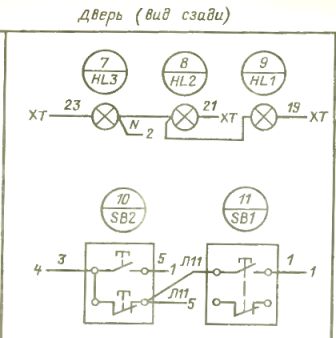
Riis. 4. Juhtpaneeli elektriseadmete ühendusskeem
Paigaldamine toimub ühel viisil, näiteks vastupidiste aadresside meetodil, kus seadme vastavatel klemmidel on kujutatud juhtmete segmendid, millele vastavalt skemaatilisele diagrammile on kirjutatud traadi kaubamärk, ja kui lõpus on märgitud seadme number, kuhu see juhe on suunatud. Vastasseadmel on sama traat tähistatud eelmise seadme numbriga.
Kilbi ja elektriseadmete ühendusskeem
Järgmisena koostatakse ühendusplaadi ja elektriseadmete skeem (joonis 5). 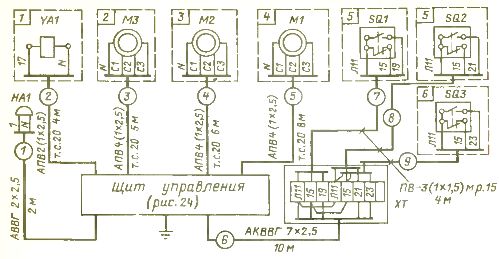
Riis. 5. Juhtpaneeli ja elektriseadmete välisühenduse skeem
Sellises diagrammis, nagu ka eelmises näites, on vastavalt skemaatilisele skeemile näidatud vajalikud protsessimasinad koos nende elektriseadmete ja vastava juhtmestikuga. Tuleb märkida, et skeemil on lubatud elektrimootorite juhtmeid mitte tõmmata, kuna need on saadaval joonisel fig. 2.
Elektriseadmete paigutus tootmisliinil
Projekti lõppjoonis on elektriseadmete paigutus (joon. 6).Sellele kantakse ruumide ja lihtsustatud tehnoloogiliste seadmete plaan, paigutatakse projekteeritud elektriseadmed ning tähistes, mille lähedale on paigutatud viitetähistused vastavalt eelmistele projektijoonistele, on näidatud juhtmestiku marsruudid ja nende tinglikud numbrid. vastavalt ühendusskeemile ja üherealisele skeemile.
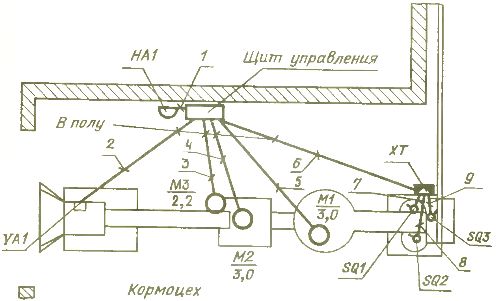
Riis. 6. Elektriseadmete asukoht
See ja eelnevad joonised on asendamatud projekti praktiliseks elluviimiseks kohapeal.