Alalisvoolu elektrimasinate harjad ja harjahoidjad: otstarve, materjal, tüübid ja seade
Elektrimootorites ja generaatorites on sageli vaja luua elektriühendus seadme statsionaarsete ja pöörlevate osade vahel.
Elektrimasina staatori (s.t. statsionaarse) peamähise puhul on sellest lihtne korraldada harusid välise statsionaarse elektrisüsteemi ühendamiseks, rootori (s.t. pöörleva) peamähise puhul aga saab sellest. vaja korraldada libisev elektrikontakt, sest muidu pole rootori mähis saadaval.
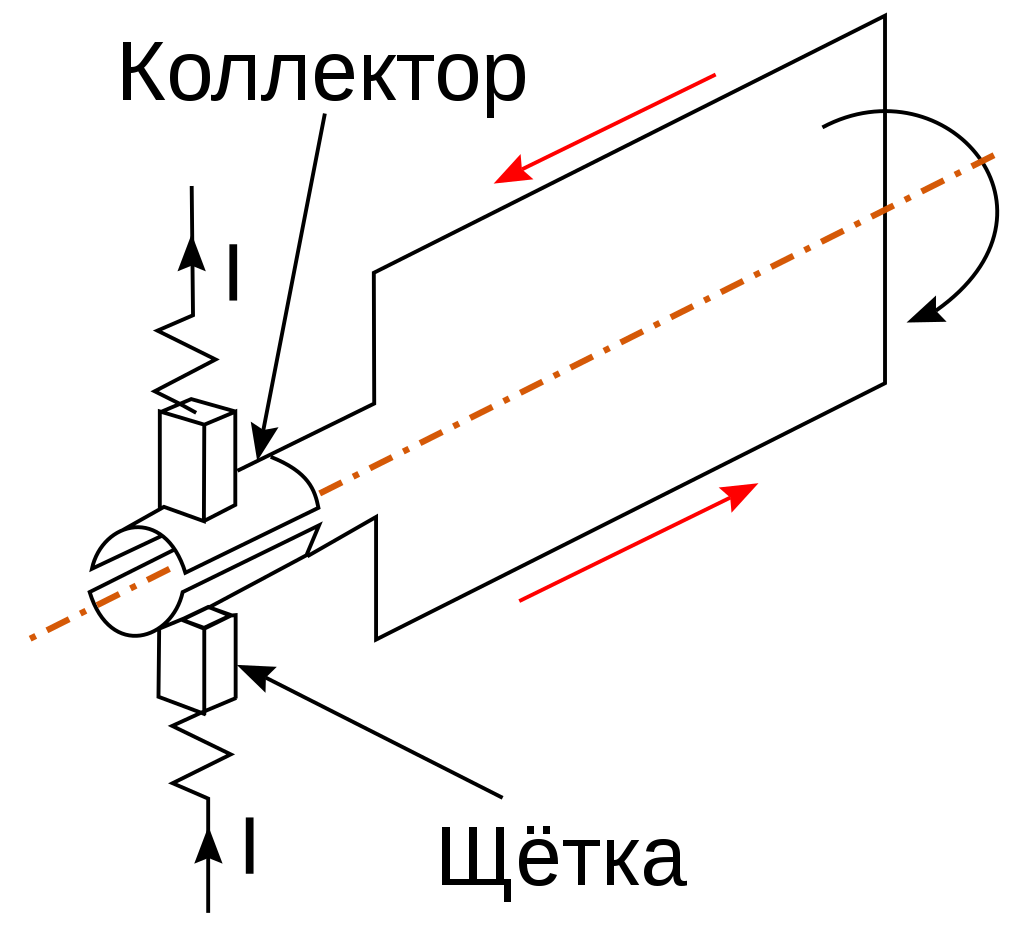
Elektrilist liugkontakti saab realiseerida kahel viisil: kas rõngas-libiseva kontaktina või kollektori liugkontaktina. Mõlemal juhul on elektrimasina tööks vaja spetsiaalseid seadmeid - harju.
Esimestel elektrimasinatel olid harjad vaskplaatidest või õhukestest traatidest kokku pandud pakend, millest nad oma nime said.
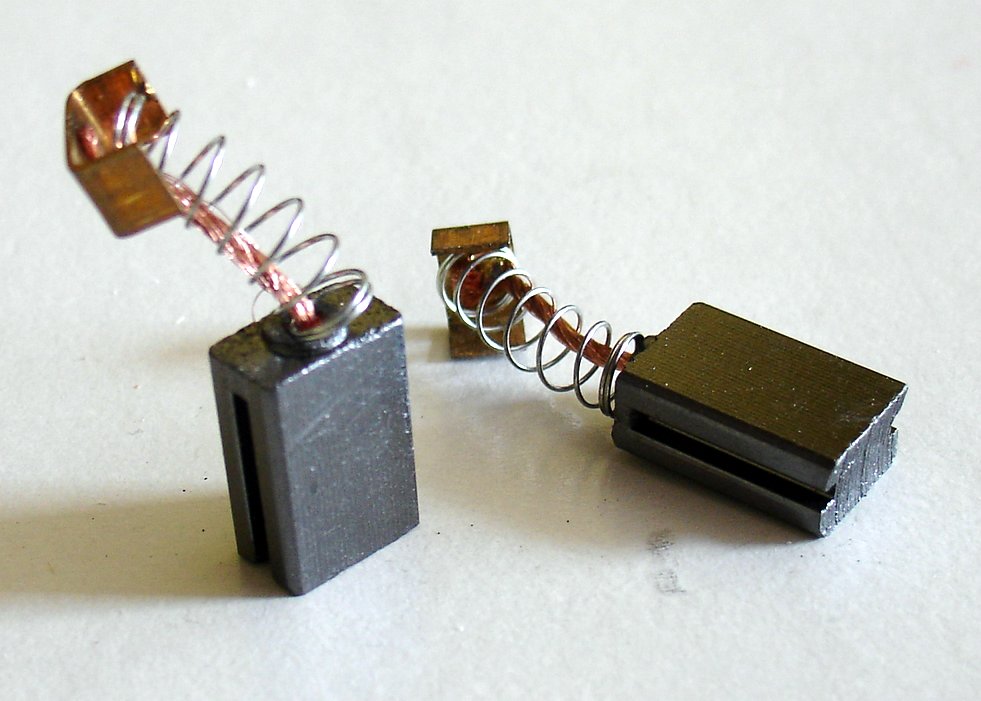
Tänapäevaste masinate pintslid on söe-, grafiidi- või vasepulbrist pressitud kuubikud ega vasta seetõttu oma nimele, mis aga nende taha jäi.
Vask-, raud- ja pronksharjad, mis 19. sajandi lõpul esimestes alalisvoolumasinates tööga väga hästi hakkama said, osutusid hõõrdumise poolest mitte eriti headeks materjalideks. Need kuluvad kiiresti ja uutes masinaehitustes asendatakse need kivisöe ja grafiidiga.
Praegu alalisvoolu masinatele kasutatakse peaaegu eranditult grafiidilisandiga süsinikharjad, laager, olenevalt grafiidi protsendist ja pintslite valmistamise viisist, süsinik-grafiidi, grafiidi või elektrograafi nimetused. Ainult madalpinge masinatel, kuni 30 V, kasutatakse metall-süsinikharju, mis annavad kontakt(siirde)kihis väiksema pingelanguse kollektori peal.
Süsiharjad on valmistatud erinevates vahekordades puhtast grafiidist, retordist ja tahmast. Kivisüsi on isemääriv materjal, mis ei kahjusta pinda, millele see hõõrub, ega kulu kiiresti.
Grafiitpintslid on valmistatud puhtast looduslikust grafiidist. Grafiit purustatakse peeneks pulbriks, mis seejärel pressitakse väga kõrge rõhu all soovitud suurusega varrasteks. Süsi ja grafiit on suurepärased elektrijuhid.
Elektrografiidist harjad Need on sisuliselt söeharjad, kuid puutuvad kokku kõrgete temperatuuridega elektriahjus ja muudetakse seega grafiidiks. Nendel harjadel on väga head lihvimisomadused.
Süsiharjad valmistatud söest ja vasest, mis on purustatud peeneks pulbriks, mõnikord on lisatud mõnda muud purustatud metalli (kõige sagedamini tina).
Nende harjade tootmine toimub selliselt, et harjal oleks parim võimalik juhtivus telgsuunas, milles liigub masina töövool, ja halb juhtivus (kõrge elektritakistus) põikisuunas, kaasatud sektsioonide lisavoolud on kommuteerimise ajal suletud.
Elektrimasinate harjad on standardiseeritud. Neid iseloomustab kõvadus, kontakti mööduv pingelangus ja lubatud voolutihedus.
Seda enam kui sada aastat vana energiaülekande tehnoloogiat kasutatakse laialdaselt ka tänapäeval. Süsiharju leiab endiselt paljudest elektrimootoritest. Alustades mänguasjade, elektriliste köögiseadmete, elektriakende, pardlite, pesumasinate, föönide, tolmuimejate või elektriliste tööriistade (elektritrellid, nurklihvijad, ruuterid, ketassaed jne) väikestest mootoritest,
Harju kasutatakse ka suurtes alalisvoolumasinates elektrivedurites, allveelaevades ja elektrijaamade generaatorites, samuti tuuleturbiinides. Sellest tulenevalt on süsinikharjade geomeetrilised ja elektrilised omadused erinevad.
Kollektoril asuvate harjade komplekti tsoonide arv (moodustades kollektori silindrilise pinna) on tavaliselt võrdne masina pooluste arvuga. Harjade arv igas tsoonis sõltub voolu väärtusest ja harja all olevast voolutihedusest, mis on antud harjatüübi jaoks lubatud, kuid alla kahe harja tsooni kohta võib leida ainult väga väikestes masinates, kuna ühe harjaga harja kohta tsoonis on raske tagada harja kontakti töökindlust.
Samas tsoonis olevaid pintsleid nimetatakse tsooniharjade komplektiks ja antud masina kõigi tsoonikomplektide komplekti nimetatakse täielikuks harjakomplektiks.
Harjade kollektoriga kokkupuute vastaspoolne otspind on tavaliselt vaskkattega, mõnikord tinatatud. Harja poolt tõmmatud väikese voolu korral tagab harja kontaktpind harjahoidja ja survevedruga piisavalt rahuldavad tingimused voolu äravooluks.
Suurtele harjadele on paigaldatud tihedalt kinnitatud vasest valmistatud korgid ja nende külge kinnitatud juhtmetega, mis on valmistatud sobivate sektsioonidega pehmetest painduvatest kaablitest, otstega kruvi alla kinnitamiseks harjahoidja või tühjendusosa külge. harja vool. Trossiharja korki nimetatakse harjavarreks.
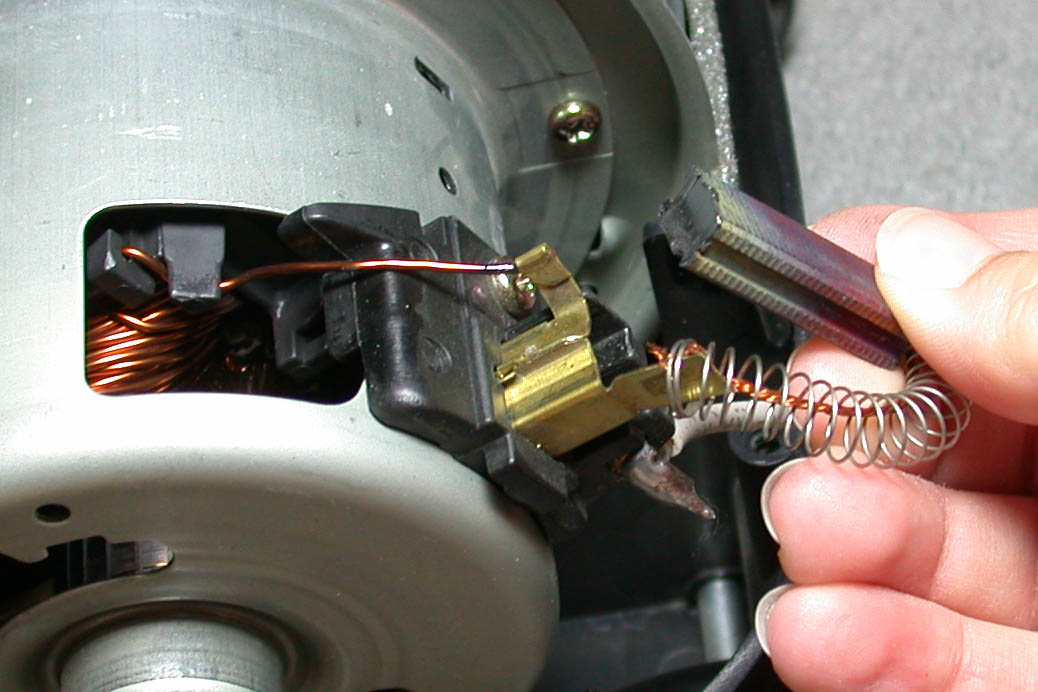
Harju hoitakse kollektori suhtes fikseeritud asendis pintslihoidjad, mille disain on väga mitmekesine.
Kui elektrimasin on mõeldud mõlemale pöörlemissuunale, siis kasutatakse radiaalseid harjahoidjaid, mis tagavad harja asukoha piki kollektori raadiust. Ühe kindla pöörlemissuunaga masinatel kasutatakse sageli harjahoidjaid harja raadiuse suhtes mõningase kaldega.
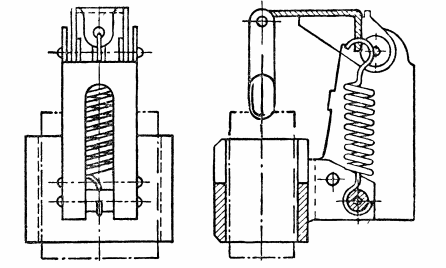
Harjahoidik väikese ja keskmise võimsusega alalisvoolumasinatele
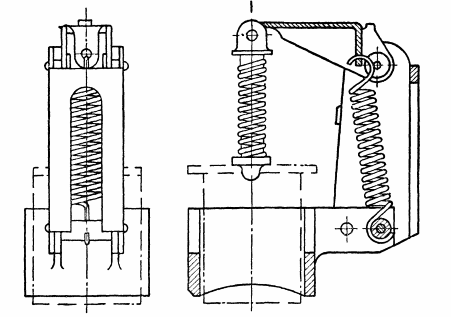
Suur harjahoidja alalisvoolu masinale
Ühetsoonilised harjahoidjad kinnitatakse ümmarguste või kandiliste harja sõrmede külge või külge harja klambrid… Erinevate harjapiirkondade harjade sõrmed või klambrid on tugevdatud harjatoed või harja liipridmillest nad peavad olema usaldusväärselt isoleeritud.
Ühtlased liiprid kinnitatakse omakorda kas laagrite või otsakilpide või ikke külge või lõpuks iseseisvalt masina alusplaadi külge (pikakollektori puhul).
Olulised tingimused, millele harjatugi või harja ristpea peab vastama, on absoluutne vibratsiooni puudumine, juurdepääs harjade kontrollimiseks ja reguleerimiseks, üksikute harjahoidjate lihtne eemaldamine remondiks ja võimalus kogu harjasüsteemi üheaegselt pöörata täpseks paigaldamiseks õige kommutatsiooniasend, säilitades samal ajal harjahoidjate ja kollektori täieliku kontsentrilisuse.
Harjad, harjahoidjad, sõrmed (või klambrid) ja traavers (või tugi) moodustavad alalisvoolumasina nn voolukollektori. See hõlmab ka ühendusi sama polaarsusega tsooniharjade komplektide vahel.
Voolu tühjendamiseks on samanimeliste (st sama polaarsusega, positiivse või negatiivse) tsoonide harja sõrmed ja klambrid elektriliselt ühendatud vastava sektsiooni isoleeritud juhtmega.
Nii saadakse kaks täielikku või osalist kogumisrõngast, mis seejärel ühendatakse sobiva ristlõikega painduvate kaablitega masina väliste klemmidega. Viimased kinnitatakse spetsiaalsele kinnitusplaadile kas ikke või masina põhiplaadi külge. Kaitsekattega kaetud klemmiplaat moodustab klemmikarbi.
Õige harja pealekandmine ja valik koos korraliku hooldusega suurendab masina jõudlust ja vähendab seisakukulusid.
Kuna seadme pöörlemisest tekkiv hõõrdumine põhjustab abrasiivset kulumist, tuleb harju perioodiliselt vahetada.Sel põhjusel harjadeta mootorid.