Plahvatuskeevitus - mis see on ja kuidas seda kasutatakse
 Väga sageli seisavad insenerid konstruktsioonide projekteerimise käigus silmitsi materjali valiku probleemiga – need materjalid, mis sobivad ideaalselt mõne konstruktsioonifunktsiooni täitmiseks, ei oma vajalikke omadusi, et täita muid kasutusnõudeid. Näiteks võib materjalil olla hea korrosioonikindlus, elektrijuhtivus ja soojusjuhtivus, kuid ebapiisav kõvadus või kulumiskindlus. Plahvatuskeevitusega toodetud materjalid.
Väga sageli seisavad insenerid konstruktsioonide projekteerimise käigus silmitsi materjali valiku probleemiga – need materjalid, mis sobivad ideaalselt mõne konstruktsioonifunktsiooni täitmiseks, ei oma vajalikke omadusi, et täita muid kasutusnõudeid. Näiteks võib materjalil olla hea korrosioonikindlus, elektrijuhtivus ja soojusjuhtivus, kuid ebapiisav kõvadus või kulumiskindlus. Plahvatuskeevitusega toodetud materjalid.
Plahvatuslik keevitamine kui võimalik tehnoloogiline protsess avastati Teise maailmasõja ajal, kui pärast pommide plahvatust leiti teiste metallesemetega keevitatud mürskude kilde. 1960. aastate alguses töötas DuPont välja praktilise plahvatusohtliku keevitusprotsessi ja patenteeris selle USA-s.
Sellest ajast alates on plahvatuskeevitustehnoloogia kiiresti arenenud ja seda rakendatakse paljudes valdkondades, alates bimetallide tootmisest naftatööstuse jaoks kuni elektroonika hermeetilise vuukideni.Plahvatuskeevitusega saadud osad võimaldasid saavutada toote kasutusea seni saavutamatu piiri — kuni 30 aastat.
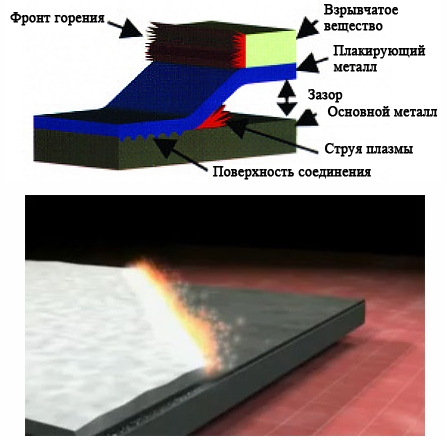
Plahvatuskeevituse protsess on esmapilgul üsna lihtne. Ühendatavad metallid tuleb asetada väikese vahega lähestikku. Plahvatusohtlik kiht jaotub ühtlaselt üle pealisplaadi. Tekkiv sandwich struktuur puruneb ja moodustub uus struktuurmaterjal.
Plahvatuskeevitusprotsess
Kahest eraldi ja sageli täiesti erinevast materjalist saab ühe keevitatud metalli koostise. Bimetallplaat seejärel saab neid edasi töödelda (nt valtsida), et kasutada neid erinevates toodetes. Mitteväärismetallile kantud kattekihi paksus võib varieeruda mõnest kümnendikust millimeetrist mitmekümne sentimeetrini.
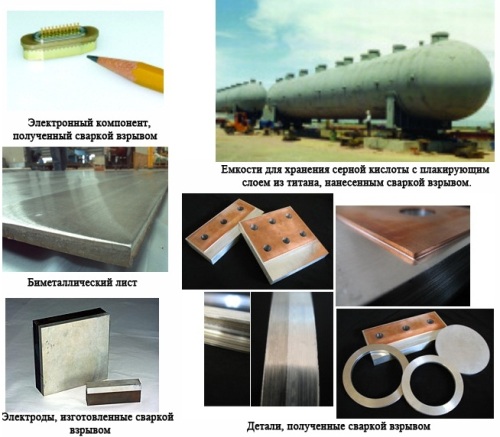
Näited plahvatusohtlikul keevitamisel saadud toodetest
Pärast keevitamist on reeglina vaja saadud liigendi sirgendamine, mis viiakse läbi rullidel või pressil. Järgnevad kontrolltoimingud — mehaanilised katsed ja keevisõmbluse ultrahelitestimine.
Keevisliidese peitlikatsetus näitab, et murdumist piki keevisõmblust ei teki.
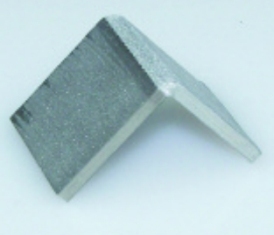
Roostevabast terasest ja alumiiniumist keevitatud prooviga tehakse painutuskatse. Murd tekkis alumiiniumis, mitte keevisõmbluses
Tegelikkuses on see protsess aga palju keerulisem. Kvaliteetse ühenduse saamiseks ilma delaminatsioonita on vajalik mitmete tehnoloogiliste parameetrite hoolikas kontroll ja kvaliteetsete komposiitide tootmine nõuab selles osas märkimisväärseid kogemusi.
Levinuim keevituslõhkeaine on igdaniit (ammooniumnitraadi ja süsivesinikkütuse segu, kõige sagedamini diislikütus).
Lõhkeainete kogus võib olla väga erinev, kuid enamik keevitustoiminguid tehakse 10 ... 1000 kg kaaluvate lõhkeainetega. Ilmselgelt ei saa sellist ohtlikku tööd teha tavalises tootmiskeevitustsehhis. Lõhkekeevitust peaksid teostama litsentseeritud ja kogenud insenerid inimeste asukohast eemal. Tuleks rakendada ettevaatusabinõusid, mis on seotud lõhketööde ja lõhkeainete ladustamisega.
Keevitusprotsessi käigus tekib lõhkeainega kokkupuute tsoonis väga suur jõud, mis võib ulatuda mitmesaja tuhande tonnini. Iga ühendatava materjali pinnaaatomikihid puutuvad kokku plasmajoaga. Plasma indutseerib metallilise sideme moodustumist, mille käigus eraldatakse metallid üksteisest valentselektronidega.
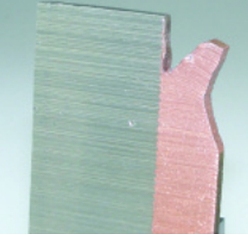
Makroskoopilisemal tasemel paistab keevisliide lainelise joonena piki plahvatuse suunda. Lainete tekkimise "amplituud" sõltub detonatsiooni nurgast ja kiirusest. Äärmuslikel juhtudel võib see olla nii suur, et tulemuseks on soovimatud tühimikud laineharjade all. Detonatsiooninurk on tavaliselt alla 30 kraadi.
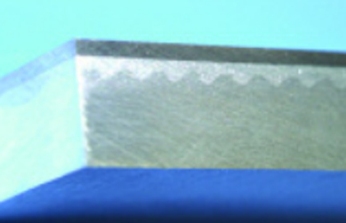
Sellel fotol on selgelt näha kahe metalli vahelise sideme laineline olemus.
Plahvatuskeevitusel on lai valik materjale, mida tuleb ühendada. Mõnel juhul saab liitkeevisliite kvaliteeti parandada õhukese vahekihi asetamisega kahe erineva kihi vahele. Harvad pole ka neljast või enamast metallikihist koosnevad võileivad.Ekspertide sõnul on bimetallide võimalike kombinatsioonide koguarv üle 260 valiku.
Plahvatuskeevitusega saadud bimetallide kasutamine võib oluliselt pikendada keemiatööstuse soojus-, valukoja-, naftaseadmete, soojusvahetite ja mahutite kasutusiga ja töökindlust. Elektroodide valmistamisel kasutatakse teras-alumiiniumkomposiite.
Keevitatud bimetalllehti saab kasutada üleminekuelementidena erinevatest metallidest konstruktsioonide kokkupanemisel. Väärismetallist vooderdiste katted võivad märkimisväärselt vähendada varem täielikult kallitest materjalidest valmistatud osade maksumust, kuid mitte halvendada ja mõnikord isegi saada palju kõrgemaid tehnilisi omadusi.
Plahvatusohtlikke keeviskonstruktsioone kasutatakse edukalt merekonstruktsioonide ehitamisel, kuna need võivad oluliselt vähendada või täielikult kõrvaldada elektrokeemilist korrosiooni merekeskkonnas. Selle keevitusmeetodiga kantud õhukesed varjestusmaterjalide kihid kaitsevad kosmoseaparaati kiirguse eest.