Kaudse elektritakistusahjude tüübid ja konstruktsioonid
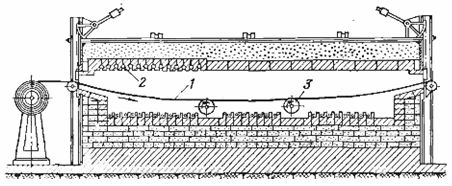
 Kuumutatud toodete peale- ja mahalaadimismeetodid, samuti nende teisaldamise viisid elektritakistusahjud määravad suuresti nii nende konstruktsiooni kui ka tööomadused. Joonisel fig. 1 kujutab elektritakistusahjude peamisi tüüpe, nii katkendliku toimega (element) kui ka pideva toimega (metoodiline), illustreerides nende mehhaniseerimise viiside arengut.
Kuumutatud toodete peale- ja mahalaadimismeetodid, samuti nende teisaldamise viisid elektritakistusahjud määravad suuresti nii nende konstruktsiooni kui ka tööomadused. Joonisel fig. 1 kujutab elektritakistusahjude peamisi tüüpe, nii katkendliku toimega (element) kui ka pideva toimega (metoodiline), illustreerides nende mehhaniseerimise viiside arengut.
Number I tähistab perioodiliste ahjude tüüpe, milles toode on kuumutamise ajal paigal ning mehhaniseeritud on ainult peale- ja mahalaadimine.
Indeks 1 viitab külguksega kamberahjule, mille kaudu laaditakse tavaliselt väikesed esemed käsitsi kambrisse. See on universaalne ahi ilma mehhaniseerimiseta.
Indeks 2 — avatava kaanega šahtahi. Siin toimub toodete peale- ja mahalaadimine ahju ülemise ava kaudu ning seetõttu saab neid mehhaniseerida ahju kohal asuva töökoja kraana või tõstuki abil.Katte küljele tõstmine ja tagasitõmbamine võib toimuda käsitsi (kangiga) või kraana või tõstuki abil või lõpuks spetsiaalse hüdraulilise või elektromehaanilise mehhanismi abil.
Indeks 3 vastab kellaahjule. Selle komplekti kuulub mitu vooderdatud alust, millele saab kraana abil paigaldada küttekehadega kellu (kellu). Laadimine ja mahalaadimine toimub sildkraana abil, mille kork on eemaldatud (paigaldatud teisele alusele). Kapoti teisaldamine ühelt aluselt teisele toimub samuti silla serva kasutades.
Indeks 4 — pöördvankri kamberahi. Need ahjud on mõeldud suurte esemete soojendamiseks, mida ei saa käsitsi laadida. Ahjukamber ise seisab sammaste (või vundamentide) peal ja selle põhjaks on vooderdatud käru, mis vintsi või sellel paikneva ajami (iseliikuv) abil saab ahju alt rööbastel liikuda. Käru peale- ja mahalaadimine toimub sildkraanaga.
Indeks 5 tähistab liftiahju. Ahjukamber seisab kõrgetel sammastel, selle põhja saab hüdraulilise tõsteseadme abil ahju tõsta või koormaga alla lasta. Alumises asendis muutub ahju põhi selle rullikuteks siinidel ning seda saab ahju alt peale- ja mahalaadida töökojas sildkraana all. Ahjude konstruktsioone 2, 3 ja 5 saab sulgeda ja kasutada spetsiaalses atmosfääris või vaakumis.
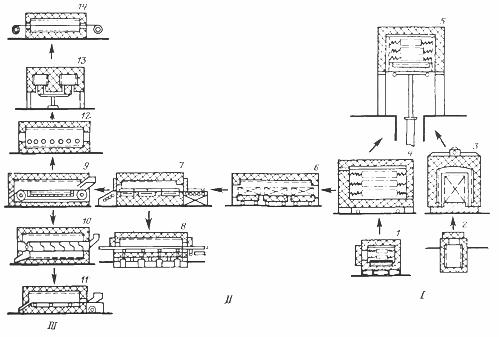
Riis. 1. Sadul- ja perioodikahjude peamised tüübid
Numbrites II ja III on märgitud pidevad ahjud, milles kuumutatud tooted liiguvad ahju ühest otsast teise ja nende number II ahjud, milles toodete liikumine toimub perioodiliselt, löökidena ja joonis III tähistab ahjusid, milles see liikumine toimub pidevalt.
Indeks 6 – tunnel-ahi, milles tooted asetatakse virnastatud kärudele, läbivad tunnelikujulise ahjukambri. Teatud aja möödudes liiguvad kõik kärud ühe vankri pikkusega võrdsele pikkusele, üks neist väljub mahalaadimisahjust, ahju vastasotsast aga siseneb selle kambrisse teine koormaga käru.
Indeks 7 näitab ekstrusioonahju. Laadimislauale (paremal) on paigaldatud kuumuskindel kaubaalus. Ahju otstes olevad uksed avatakse perioodiliselt ja tõukur (hüdrauliline või elektromehaaniline) surub aluse ahju, sundides liikuma kogu ahjus paikneva kaubaaluste rea tulekindlatel kolde siinidel. Sel juhul tuleb ahjust välja vasakpoolseim plaat, misjärel uksed sulguvad.
Indeks 8 tähistab jalakäijate kollete ahju. Ahju põhja on vastavalt pikkusele paigaldatud kuumakindlad talad, mis ajami abil saavad edasi-tagasi edasi-tagasi liikumise. Sel juhul tõstetakse talad enne ahju laadimisotsast liikumist ahju põhja, alumise osa soontest üles ja liigutatakse mööda ahju. Enne tala vastupidise liikumise langetamist põhja soontesse istuvad tooted põhjas ega osale talade tagasiliikumises. Sel viisil liiguvad tooted perioodiliselt astmeliselt läbi ahju laadimisotsast mahalaadimisotsani.
Konveierahju indeks 9.Ahjukambris on üle kahe võlli venitatud kettkonveier, mille võrk koosneb kootud võrgust või stantsitud või valatud ketilülidest. Kui ajamivõll (väljastuspoolel) pöörleb, liigub konveier sujuvalt, kandes endaga ahju laadimis (paremas) otsas sellele laaditud tooteid. Konveieri konstruktsioon võib olla väga erinev.
Indeks 10 viitab pöördahjule. Kruvi asub ahjukambris - kuumuskindel trummel, millel on Archimedese spiraal. Trumli pöörlemisel veerevad tooted trumlisse, liikudes järk-järgult laadimisotsast tühjendusotsani.
Indeks 11 näitab pulseerivat ahju koos ahjuga. Kambri põhjas on ahi rullikutel kuumakindel kolle küna kujul, mille peale on paigutatud ahju kütteots (paremal) köetavate osadega. Ekstsentrilise ajami abil saab pod edasi-tagasi liikumise ja selle tagurpidi liikumine (laadimise poole) on sujuv ja mahalaadimise suunas terav, amortisaatorite löögiga vedru toimel. Seetõttu liiguvad tooted tahapoole liikumisel sama rada nagu allpool, edasiliikumise ajal aga libisevad nad löögimomendil kolde suhtes ettepoole. Selle tulemusena liiguvad tooted järk-järgult impulsside abil ahju laadimisotsast tühjendustorusse.
Indeks 12 tähistab rull-laudadega ahju. Kuumuskindlad rullid on paigaldatud kambri põhja, need pöörlevad aeglaselt vastupäeva. Seetõttu transporditakse parempoolsetele rullikutele asetatud toode (erinevalt kolmest eelmisest ahjutüübist on see ahi mõeldud suurte toodete soojendamiseks) järk-järgult mööda ahju selle väljalaskeotsa.
Indeks 13 viitab pöördahjule. See on sisuliselt rõngale keritud konveierahi. Rõngakujuline pöörlev kolle paneb sellele läbi laadimisluugi (joonisel mitte kujutatud külgseinas) asetatud toode läbima ahjus täisringi laadimisukse kõrval asuva mahalaadimisukseni.
Indeks 14 joonistusahju jaoks, mida kasutatakse juhtmete või ribade soojendamiseks. Ahju otstes on trumlid, mille vahele on venitatud traat või lint. Kui poolid ühest neist pöörlevad, keerdub lint (või traat) teise ümber.

Madala temperatuuriga ahjude konstruktsioonid
Madala temperatuuriga ahjud ei saa olla kõrge efektiivsusega, kuna loomuliku konvektsiooni soojusülekandetegur on madal. Protsessi saab tõhustada kunstliku tsirkulatsiooni sisseviimisega, paigaldades ahju või kapi katusele imiventilaatori ning õhu soojendamiseks kuluva soojuse vähendamiseks korraldada seda ringikujuliselt. Sel juhul juhib ventilaator, imedes õhku ahju ülemises osas, mööda külgmist soojusisolatsioonikanalit ja puhub selle ahju alumises osas välja.
Kui on vaja tooteid kuivatada ja seetõttu eemaldada kuumutatud osadest aurustunud niiskus, korraldatakse segatsirkulatsioon, mille käigus imeb osa õhust ventilaator kapist sisse ja osa ruumist (joon. 2). Toodete maksimaalne kuumutamistemperatuur seda tüüpi ahjudes ja kuivatites ei ületa tavaliselt 200–300 °C.
Riis. 2. Loomuliku tsirkulatsiooniga ahi: 1 — kütteelemendid, 2 — välisraam, 3 — siseraam, 4 — soojusisolatsioon, 5 — osade riiul, 6 — siiber õhu reguleerimiseks.
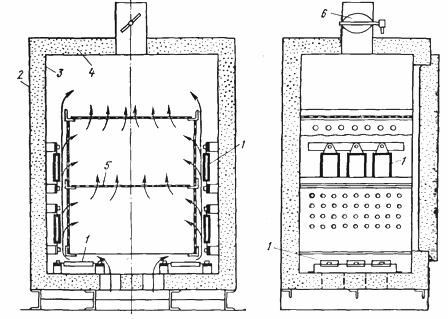
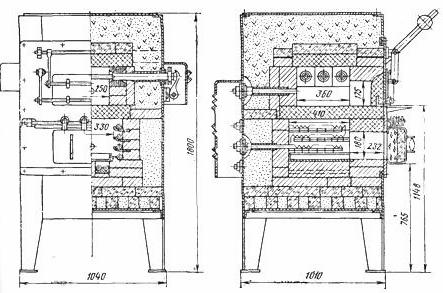
Väikeste metalltoodete kihis või pikkade toodete kuumutamiseks mõeldud suletud ahelaga ahju konstruktsioon on näidatud joonisel fig. 3.
Riis. 3. Atmosfääri sundtsirkulatsiooni ja elektrikerisega kamberahjud
Tegemist on terastoodete karastamise šahtahjuga, millesse torgatakse võre või perforeeritud põhjaga kuumakindlast materjalist korvid, mis täidetakse kuumutatavate toodetega.
Küttekehad paiknevad ahju küljel, ümber korvi, kuid on sellest eraldatud kuumakindla ekraaniga, et vältida otsekiirgust ja sellega kaasnevat toodete ülekuumenemist korviseinte kõrval. Altpoolt on ahi varustatud ventilaatoriga, mis juhib kuumutatud õhu läbi korvide. Seejärel suunatakse see õhk radiaalselt korvi ja ahju seinte vahele jäävasse rõngakujulisse ruumi ning soojendatakse, pestes küttekehasid.
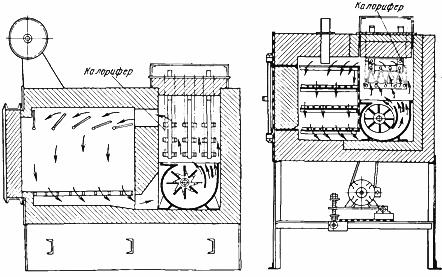
Joonisel fig. 4 on kujutatud ahju keevituselektroodide kuivatamiseks temperatuuril 400 ° C. Ahju võimsus 210 kW, elektroodid asetatakse kärudele, raamidele ja hüdraulilise tõukuri ja tõmburi abil juhitakse läbi ahju. Ahjul on nii sisemine ventilaator 6 kui ka välised ventilaatorid 10.
Küttekehad asuvad ahju külgseintel. Seega on selles ahjus õhuvoolud suunatud toodete liikumisjoonega risti. Selliseid ahjusid saab ehitada mitmetsooniliseks.
Riis. 4. Elektriline tõukurkuivatusahi: 1 — tõukur, 2 — käru, 3 — laud, 4 — raamid elektroodide paigutamiseks, 5 — küttekamber, 6 — ahju ventilaator, 7 — õhukanal, 8 — süvendaja, 9 — hüdrauliline uksetõstuk ajam, 10 — väline ventilaator
Keskmise temperatuuriga ahjude konstruktsioonid
Kuumtöötlemiseks mõeldud keskmise temperatuuriga ahjud on äärmiselt mitmekesised. Lihtsaim ja samas universaalne ahi on kamberahi (joon. 5). See koosneb tulekindla voodri ja soojusisolatsiooniga ristkülikukujulisest kambrist, mis on kaetud katusega ja asetatud metallkestasse.
Ahju peale- ja mahalaadimine toimub uksega kaetud esiseinas oleva avause kaudu. Küttekehad asuvad koldes ja ahju külgseintel, harvem katusel. Väga suurtes ahjudes paiknevad küttekehad nii ahju tagaküljel kui ka ustel, et tagada ühtlasem temperatuurijaotus ahjukambris. Alumised küttekehad on tavaliselt kaetud tulekindlate plaatidega, millele asetatakse kuumutatud tooted.
Kamberahjude uksed on reeglina tõstetavad, väikestes ahjudes käsi- või jalgajamiga (jalgajamiga jääb töötaja käsi vabaks), suurematel - elektromehaanilistega. Teisel juhul paigaldatakse ukse ülemisse ja alumisse asendisse piirlülitid, mis lülitavad elektrimootori lõppasendites välja.
Riis. 5. Metallist küttekehade ja leekkardinaga kambriga elektriahi: 1 — uks, 2 — ukse tõstemehhanism, 3 — kerise väljalaskeava, 4 — korpus, 5 — vooder, 6 — külgsoojendid, 7 — katusesoojendid, 8 — kolded, 9 — küttekehad, 10 — leekkardina seade.
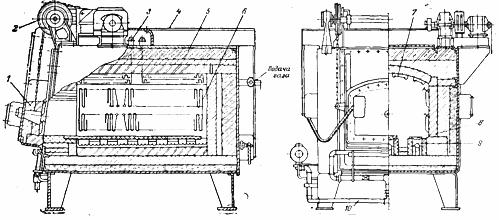
Kärudel olevaid kamberahjusid kasutatakse suurte detailide lõõmutamiseks või muuks kuumtöötlemiseks, mida ei saa käsitsi ahju laadida. Need on ilma põhjata ja tavaliselt ilma sammaste peal seisva esiseinata kamber (joon.6) ja rullikutel käru, millele on paigaldatud kolle ja ahju esisein, mis liigub siinidel elektriajami või elektromehaanilise vintsi abil. Käru algab ahju alt, sellele laaditakse kraanaga osad peale, siis liigub see kambri alla ja ahi lülitatakse kütteks sisse.
Riis. 6. Pöördvankri koldega kamberahi: 1 — küttekehad, 2 — tulekindel müüritis, 3 — soojusisolatsioon, 4 — termopaar, 5 — sahtel, 6 — uks, 7 — puur
Pärast lõõmutamistsükli lõppu väljub kelk uuesti ahjust ja laaditakse maha. Ahjukoojendid paiknevad enamasti külgedel, taga- ja esiseintel ning koldes ning vahel ka ühtlasema kütmise tagamiseks piki võlvi. Alumise ja esiseina küttekehad saavad toite painduvate kaablite või labade kontaktidega. Sellised ahjud on säästlikud ainult suure laenguga, ulatudes võimsusega 100 tonni ja rohkem ning võimsusega 3000–5000 kW.
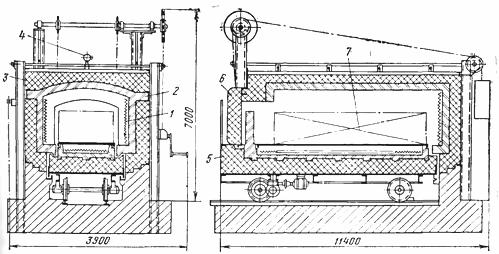
Teine üldine perioodikahjude rühm on šahtahjud. Need on valmistatud ümmarguste, ruudukujuliste või ristkülikukujuliste võllide kujul, mis on ülalt avatud ja kaetud kaanega (joonis 7).
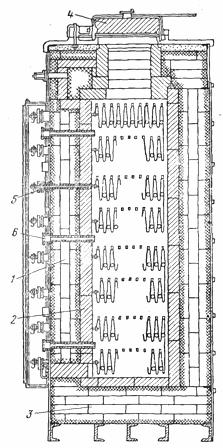
Riis. 7. Šaht elektriahi: 1 — küttekehad, 2 — tulekindel müüritis, 3 — soojusisolatsioon, 4 — ahju kate, 5 — kerise väljalaskeava, 6 — termopaar.
Šahtahjude küttekehad paigaldatakse tavaliselt külgseintele (alumised küttekehad paigaldatakse harva, rohkem aga lamedatesse ristkülikukujulistesse ahjudesse). Mõnikord on ümarahjudes, mis on mõeldud õõnsa silindrilise laengu soojendamiseks (traadikimbud, tinarullid), lisaks paikneb piki telge vertikaalne keskküttekeha. Spetsiaalsed kuumakindlad juhikud kaitsevad küttekehasid kahjustuste eest, kui esemeid asetatakse ahju või esemete korvidesse või sealt välja.
Šahtahjud tehakse mõnikord väga sügavaks šahtide ja torude kuumtöötlemiseks (sügavusega 10 m või rohkem) mitme soojustsooniga, et tagada ühtlane kuumenemine piki kõrgust. Samal ajal kogutakse torude partii väljaspool ahju, kinnitatakse spetsiaalsesse suspensiooni ja langetatakse kraana abil ahju.
Need ahjud on vähem paindlikud kui kamberahjud, kuid mõnel juhul on neil olulisi eeliseid. Raskete toodete ahju laadimist ja mahalaadimist saab hõlpsasti teha töökojas tavapärase sildkraanaga või kui seda ei ole, siis tõstuki või plokiga. Need võtavad vähem ruumi, kuna need maetakse hoolduse hõlbustamiseks tavaliselt maasse. Neid on lihtne tihendada ja seega vähendada toote oksüdeerumist, luues kaanele liiva-, õli- või veetihendi.
Tänu nende suuremale kompaktsusele ja kaante paremaks tihendamiseks võrreldes ustega on nende ahjude kaod väiksemad kui kamberahjudel ja ulatuvad 15-25% nimivõimsusest.
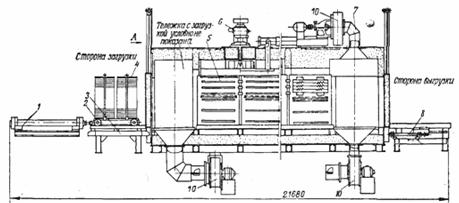
Metoodiliste ahjude konstruktsioonid erinevad peamiselt sõltuvalt ühe või teise mehhanismi kasutamisest kuumutatud toodete liigutamiseks ahju sees. Seega on konveierahjudel konveier — kahe võlli vahele venitatud lõputu võrk, millest üks juhib ja pöörleb spetsiaalse mootoriga. Osad asetatakse konveierile käsitsi või spetsiaalse sööturiga ja liigutatakse sellel ahju laadimisotsast mahalaadimisotsa.
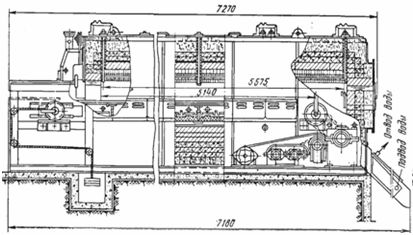
Riis. 8. Elektrikonveieriga karastusahi
Konveierilint on valmistatud põimitud nikroomvõrgust (kõige kergemate osade jaoks) või stantsitud plaatidest ja neid ühendavatest varrastest ning raskete osade jaoks - stantsitud või valatud ketilülidest. Viimasel juhul on konveieri veovõll hammastega ja täidab hammasrataste rolli, mille hambad jäävad keti lülide vahele.
Konveieri saab ahjukambrisse paigutada tervikuna, koos kahe võlliga, sellisel juhul köetakse seda kogu aeg ja seetõttu salvestub sinna kogunenud soojus.
Selle konstruktsiooni puudused on järgmised: kahe konveierivõlli väga keerulised töötingimused kõrge temperatuuriga tsoonis, nende parandamise raskus (madal juurdepääsetavus) ja ebamugavus osade laadimisel konveieri kuumale pinnale. see peab jahutama šahtid veega, mis toob kaasa päris märkimisväärsed soojakadud.Selle tõttu eemaldatakse tihtipeale vooderdist konveieri otsad ja selle alumine haru. Loomulikult läheneb konveier sel juhul jahutatult ahju laetud otsale ja seetõttu kaob sinna kogunev soojus. Need soojuskaod on suuremad kui jahutusveega suletud konveierahjudes.
Konveierahjus asuvad küttekehad enamasti katusel ja koldes, konveieri ülemise haru all, harvem kambri külgseintel. Konveierahjusid kasutatakse ainult suhteliselt väikeste detailide kuumutamiseks kuni 900 ° C-ni, kuna kõrgemal temperatuuril muutub konveieri mehaaniliselt koormatud osade töö ebausaldusväärseks.
Erirühma moodustavad nn venitusahjud, mida kasutatakse terasest ja värvilistest metallidest juhtmete või ribade soojendamiseks.Need on küttekehadega kamber, mille kaudu lastakse suurel kiirusel (kuni 0,5 m/s) läbi riba või juhtmekimp (joonis üheksa). Venitusahjudes saavutatakse väga ühtlane kuumutamine ja termotöötlusvead saab nullini viia.
Riis. 9. Venituslint-ahi: 1 — köetav lint, 2 — ahjuküttekehad, 3 — tugirullid.
Kõrge temperatuuriga ahjude konstruktsioonid
Kõige tavalisem on karburundi küttekehadega ahjude rühm. Karborundküttekehad võivad töötada kuni 1450 °C, seetõttu katavad karborundküttekehadega ahjud vahemikku 1200–1400 °C. Need erinevad keskmise temperatuuriga ahjudest, mille paksema voodriga, mis koosneb vähemalt kolmest kihist.
Kuna varraste takistus muutub kuumutamisel oluliselt ja lisaks on nende kahjustamise vältimiseks vaja suhteliselt aeglast kuumutamist madalamal pingel 850 ° C-ni, siis on karburundküttekehadega kõrgtemperatuurilised ahjud varustatud juhttrafodega, mis võimaldavad vahetada. toitepinget väikeste sammudega vähemalt vahekorras 2:1.
See on vajalik ka seetõttu, et töötamise ajal vardad vananevad, suurendades nende takistust, mille tulemusena on ahju eelmise võimsuse säilitamiseks vaja suurendada sellele antavat pinget.
Vananemise tõttu, mis esineb üksikute varraste puhul erineva intensiivsusega, ei ole soovitatav neid järjestikku ühendada, kuna nende takistus võib kuumutamisel erinevalt muutuda.Teisest küljest, kui üks paralleelselt ühendatud varrastest ebaõnnestub, ei saa seda uuega asendada, kuna teiste vardade takistus on juba suurenenud, tuleb need kõik asendada uutega või võtta vanadest. , juba töötavad vardad, millest igaüks on nende tingimuste jaoks sobiva takistusega.
Riis. 10. Kambri kõrgtemperatuuriline ahi. Alumist metallist küttekehadega kambrit kasutatakse kütmiseks, ülemist kõrge temperatuuri jaoks ränikarbiidküttekehadega.