CNC-pinkide elektriajamid
 Kaasaegsed multifunktsionaalsed metallilõikepingid ja tööstusrobotid on varustatud mitme mootoriga elektriajamitega, mis liigutavad täitevorganeid mööda mitut koordinaattelge (joonis 1).
Kaasaegsed multifunktsionaalsed metallilõikepingid ja tööstusrobotid on varustatud mitme mootoriga elektriajamitega, mis liigutavad täitevorganeid mööda mitut koordinaattelge (joonis 1).
CNC-masina töö juhtimine toimub standardsete süsteemide abil, mis genereerivad käske vastavalt digitaalsel kujul määratletud programmile. Programmeeritava protsessori tuuma moodustavate suure jõudlusega mikrokontrollerite ja ühekiibiliste mikroarvutite loomine võimaldas nende abiga automaatselt sooritada paljusid geomeetrilisi ja tehnoloogilisi toiminguid, samuti teostada elektriajamisüsteemi otsest digitaalset juhtimist ja elektro-automaatika.
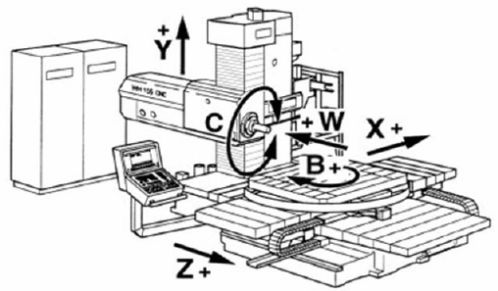
Riis. 1. CNC freespingi ajamisüsteem
CNC-masinate elektriajamite tüübid ja nõuded neile
Metalli lõikamise protsess toimub töödeldava detaili ja lõikeriista tera vastastikusel liikumisel.Elektriajamid on osa metalli lõikamismasinatest, mis on ette nähtud metallitöötlemisprotsesside läbiviimiseks ja reguleerimiseks läbi CNC-süsteemi.
Töötlemisel on tavaks eraldada põhiliigutused, mis tagavad kontrollitud lõikeprotsesse tööriista ja tooriku vastastikusel liikumisel, samuti abiliigutused, mis hõlbustavad seadme automaatset tööd (seirevahendite lähenemine ja väljatõmbamine, tööriistade vahetamine ja jne.).
Peamised neist hõlmavad põhilõikeliigutust, millel on suurim kiirus ja võimsus, mis tagab] vajaliku lõikejõu, samuti ettenihke liigutus, mis on vajalik töökeha liigutamiseks mööda ruumilist trajektoori etteantud kiirusel. Etteantud kujuga toote pinna saamiseks käsivad masina töökehad töödeldaval detailil ja tööriistal soovitud kiiruse ja jõuga soovitud trajektoori liigutada. Elektriajamid annavad töökehadele pöörd- ja translatsiooniliigutused, mille kombinatsioonid läbi masinate kinemaatilise ehituse tagavad vajalikud vastastikused nihked.
Metallitöötlemismasina otstarve ja tüüp sõltub suuresti valmistatava detaili (kere, võll, ketas) kujust. Multifunktsionaalse masina võime tekitada töötlemisel vajalikke tööriista ja tooriku liikumisi määrab koordinaattelgede arv ja seega ka omavahel ühendatud elektriajamite arv ja juhtimissüsteemi struktuur.
Praegu tehakse ajamid peamiselt usaldusväärsete alusel Vahelduvvoolumootorid sageduse reguleerimisegaviivad läbi digitaalsed regulaatorid.Erinevat tüüpi elektriajamid rakendatakse tüüpiliste tööstuslike moodulite abil (joonis 2).
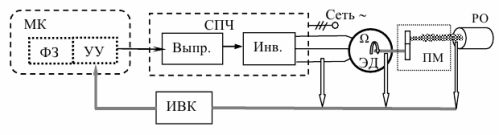
Riis. 2. Elektriajami tüüpiline talitlusskeem
Elektriajamiplokkide minimaalne koostis koosneb järgmistest funktsionaalplokkidest:
-
juhtiv elektrimootor (ED);
-
sagedusvõimsusmuundur (HRC), mis muundab tööstusvõrgu elektrienergia vajaliku amplituudi ja sagedusega kolmefaasiliseks mootori toitepingeks;
-
mikrokontroller (MC), mis täidab juhtploki (CU) ja ülesannete generaatori (FZ) funktsioone.
Võimsuse sagedusmuunduri tööstusplokk sisaldab alaldit ja võimsusmuundurit, mis genereerivad vajalike parameetritega siinuspinget, mille määravad juhtseadme signaalid, kasutades väljund PWM-lüliti mikroprotsessori juhtimist.
Elektriajami töö juhtimise algoritmi realiseerib mikrokontroller, genereerides käsud, mis on saadud ülesannete generaatori signaalide ja info-arvutuskompleksist (IVC) saadud andmete võrdlemise tulemusena, mis põhinevad nende töötlemisel ja analüüsil. signaale komplektist anduritelt.
Enamiku rakenduste elektriline ajamiajam sisaldab oravapuuriga rootorimähisega induktsioonelektrimootorit ja käigukasti mehaanilise pöörlemise ülekandmiseks masina spindlile. Tihti on käigukast konstrueeritud elektromehaanilise kaugkäiguvahetusega käigukastina.Põhiliikumise elektriajam annab teatud pöörlemiskiirusel vajaliku lõikejõu ning seetõttu on kiiruse reguleerimise eesmärk hoida konstantset võimsust.
Vajalik pöörlemiskiiruse reguleerimise vahemik sõltub töödeldavate toodete läbimõõtudest, nende materjalidest ja paljudest muudest teguritest. Kaasaegsetes automatiseeritud CNC-pinkides täidab põhiajam keerme lõikamise, erineva läbimõõduga detailide töötlemise ja palju muuga seotud keerulisi funktsioone. See toob kaasa vajaduse pakkuda väga suurt kiiruse reguleerimise ulatust ja kasutada pööratavat ajamit. Multifunktsionaalsetes masinates võib nõutav pöörlemiskiiruse vahemik olla tuhandeid või rohkem.
Sööturites on vaja ka väga suuri kiirusvahemikke. Seega peaks kontuurfreesimisel teoreetiliselt olema lõpmatu kiirusvahemik, kuna minimaalne väärtus kipub mõnes punktis nullini. Tihtipeale teostab töökehade kiiret liikumist töötlemisalal ka feeder, mis suurendab oluliselt kiiruse muutmise ulatust ja muudab ajami juhtimissüsteemid keerulisemaks.
Sööturites kasutatakse sünkroonmootoreid ja mittekontaktseid alalisvoolumootoreid, mõnel juhul ka asünkroonmootoreid. Nendele kehtivad järgmised põhinõuded:
-
lai valik kiiruse reguleerimist;
-
suur tippkiirus;
-
suur ülekoormusvõime;
-
kõrge jõudlus kiirenduse ja aeglustamise ajal positsioneerimisrežiimis;
-
kõrge positsioneerimise täpsus.
Ajami karakteristikute stabiilsus peab olema tagatud koormuse muutuste, ümbritseva keskkonna temperatuuri, toitepinge ja paljude muude põhjuste muutumise korral. Seda soodustab ratsionaalse adaptiivse automaatjuhtimissüsteemi väljatöötamine.

Masina ajami mehaaniline osa
Ajami mehaaniline osa võib olla keeruline kinemaatiline struktuur, mis sisaldab paljusid erinevatel kiirustel pöörlevaid osi. Tavaliselt eristatakse järgmisi elemente:
-
pöördemomenti loov elektrimootori rootor (pöörlemine või pidurdamine);
-
mehaaniline jõuülekanne, t, s. süsteem, mis määrab liikumise olemuse (rotatsioon, translatsiooniline) ja muudab liikumiskiirust (reduktor);
-
töötav keha, mis muudab liikumisenergia kasulikuks tööks.
Metallilõikepingi põhiliikumise asünkroonne ajami jälgimine
CNC metallitöötlemispinkide põhiliikumise kaasaegne reguleeritav elektriajam põhineb peamiselt puurrootori mähisega asünkroonmootoritel, mida on soodustanud mitmed tegurid, mille hulgas tuleb märkida elementaarse infobaasi täiustamist ja jõuelektroonika.
Vahelduvvoolumootorite režiimide reguleerimine toimub toitepinge sageduse muutmisega võimsusmuunduri abil, mis koos sageduse reguleerimisega muudab muid parameetreid.
Jälgiva elektriajami omadused sõltuvad suuresti sisseehitatud ACS-i efektiivsusest.Suure jõudlusega mikrokontrollerite kasutamine on andnud laialdased võimalused elektriajami juhtimissüsteemide korraldamiseks.
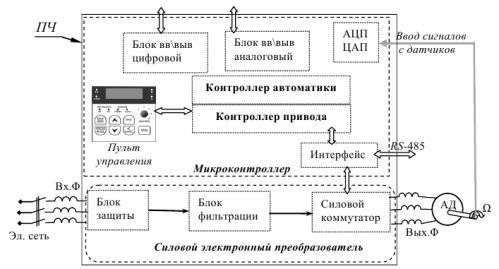
Riis. 3. Asünkroonmootori tüüpiline juhtimisstruktuur sagedusmuunduri abil
Ajamikontroller genereerib elektrimootori tööd reguleeriva toitelüliti jaoks numbrijadasid. Automaatikakontroller tagab vajalikud omadused käivitus- ja seiskamisrežiimides, samuti seadmete automaatse reguleerimise ja kaitse.
Arvutussüsteemi riistvaraosas on ka: - analoog-digitaal- ja digitaal-analoogmuundurid anduritelt signaalide sisestamiseks ja nende töö juhtimiseks;
-
analoog- ja digitaalsignaalide sisend- ja väljundmoodulid, mis on varustatud liideseseadmete ja kaablipistikutega;
-
liidese plokid, mis teostavad sisemist moodulitevahelist andmeedastust ja sidet välisseadmetega.
Suur hulk sagedusmuunduri seadistusi, mille arendaja tutvustas, võttes arvesse konkreetse elektrimootori üksikasjalikke andmeid, pakuvad teatud juhtimisprotseduure, mille hulgas võib märkida:
-
mitmetasandiline kiiruse reguleerimine,
-
sageduse ülemine ja alumine piir,
-
pöördemomendi piirang,
-
pidurdamine, varustades ühte mootorifaasi alalisvooluga,
-
ülekoormuskaitse, kuid ülekoormuse ja ülekuumenemise korral energiasäästurežiimi pakkumine.
Kontaktivabadel alalisvoolumootoritel põhinev ajam
Tööpingiajamitel on kõrged nõuded kiiruse reguleerimise vahemikule, juhtimiskarakteristikute lineaarsusele ja kiirusele, kuna need määravad tööriista ja detaili suhtelise positsioneerimise täpsuse, samuti nende liikumise kiiruse.
Jõuajamid rakendati peamiselt alalisvoolumootorite baasil, millel olid vajalikud juhtimisomadused, kuid samal ajal seostati mehaanilise harjakollektori olemasolu madala töökindluse, hoolduse keerukuse ja kõrge elektromagnetiliste häiretega.
Jõuelektroonika ja digitaalsete arvutustehnoloogiate areng aitas kaasa nende asendamisele elektriajamites kontaktivabade alalisvoolumootoritega, mis võimaldas parandada tööpinkide energiaomadusi ja suurendada töökindlust. Kontaktivabad mootorid on aga juhtimissüsteemi keerukuse tõttu suhteliselt kallid.
Kuid harjadeta mootori tööpõhimõte on alalisvoolu elektrimasin, mille rootoril on magnetoelektriline induktiivpool ja staatoril armatuurimähised. Staatori mähiste arv ja rootori magnetite pooluste arv valitakse sõltuvalt mootori nõutavatest omadustest. Nende suurendamine aitab parandada sõitu ja juhitavust, kuid viib mootori keerukama konstruktsioonini.
Metallilõikepinkide juhtimisel kasutatakse peamiselt kolme armatuurimähisega konstruktsiooni, mis on valmistatud mitme ühendatud sektsiooni kujul, ja mitme pooluste paariga püsimagnetite ergutussüsteemi (joonis 4).
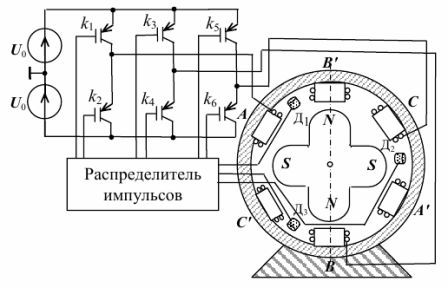
Riis. 4. Kontaktivaba alalisvoolumootori talitlusskeem
Pöördemoment tekib staatori mähistes tekkivate voolude ja rootori püsimagnetite koosmõjul. Elektromagnetilise momendi konstantse suuna tagab sobiv kommutatsioon, mis toidetakse staatori mähistele alalisvooluga. Staatori mähiste allikaga U ühendamise jada viiakse läbi toitepooljuhtlülitite abil, mis lülitatakse rootori asendianduritelt pinge andmisel impulssjaoturi signaalide toimel.
Mittekontaktsete alalisvoolumootorite elektriajami töörežiimide reguleerimise ülesandes eristatakse järgmisi omavahel seotud probleeme:
-
algoritmide, meetodite ja vahendite väljatöötamine elektromehaanilise muunduri juhtimiseks, mõjutades mõõtmiseks saadaolevaid füüsikalisi suurusi;
-
automaatse ajami juhtimissüsteemi loomine, kasutades automaatjuhtimise teooriat ja meetodeid.
Elektrohüdrauliline ajam, mis põhineb samm-mootoril
Kaasaegsetes tööpinkides on poollevinud liigendelektrohüdraulilised ajamid (EGD), mille puhul elektroonilisest CNC-süsteemist tulevad diskreetsed elektrisignaalid muudetakse sünkroonsete elektrimootorite abil võlli pöörlemiseks. CNC-süsteemi ajamikontrolleri (CP) signaalide toimel elektrimootorilt (EM) välja töötatud pöördemoment on mehaanilise ülekande (MP) kaudu täitevorganiga (IO) ühendatud hüdrovõimendi sisendväärtus. tööpingist (joonis 5).

Riis. 5. Elektrohüdraulilise ajami funktsionaalne skeem
Elektrimootori rootori juhitav pöörlemine sisendtransformatsiooni (VP) ja hüdroklapi (GR) abil põhjustab hüdromootori võlli (GM) pöörlemise. Hüdraulilise võimendi parameetrite stabiliseerimiseks kasutatakse tavaliselt sisemist tagasisidet.
Käivitus-seiskamisliikumise või pideva liikumisega mehhanismide elektriajamites on rakendust leidnud samm-mootorid (SM), mida liigitatakse sünkroonsete elektrimootorite tüübiks. Impulssergastusega samm-mootorid sobivad kõige paremini otseseks digitaalseks juhtimiseks, mida kasutatakse CNC juhtimises.
Rootori katkendlik (sammuline) liikumine teatud pöördenurga all iga impulsi korral võimaldab saavutada piisavalt kõrge positsioneerimistäpsuse väga suure kiiruse kõikumise vahemikus peaaegu nullist.
Kui kasutate elektriajamis samm-mootorit, juhib seda seade, mis sisaldab loogilist kontrollerit ja lülitit (joonis 6).

Riis. 6. Sammmootori juhtseade
N-kanali valiku juhtimiskäsu toimel genereerib CNC-ajami kontroller digitaalseid signaale toitetransistori lüliti juhtimiseks, mis vajalikus järjestuses ühendab alalispinge staatori mähistega. Väikeste nurknihke väärtuste saamiseks ühes etapis α = π / p asetatakse rootorile suure hulga pooluste paaridega p püsimagnet.