Kuidas galvaniseerimist tööl ja kodus rakendatakse
Iga pädeva elektriku tegevuses tuleb ette hetki, mis nõuavad elektrolüüsi käigus toimuvate nähtuste täpset analüüsi. Paljudel juhtudel on protsessi täielikuks automatiseerimiseks vajalik alalisvoolu toiteallikate peenhäälestus erinevate ajastusomadustega töörežiimile.
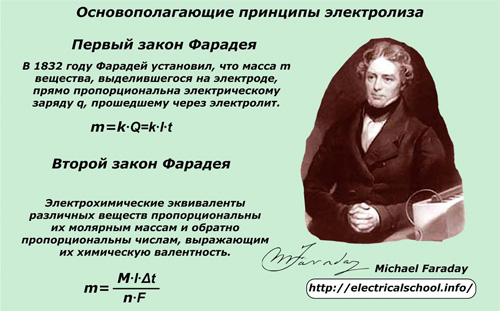
Ajalooline viide
Esimest korda kehtestas põhiseadused, mis kirjeldavad alalisvoolu mõju elektrolüütides lahustunud ainete käitumisele, inglise teadlane Michael Faraday.
Elektrolüüsi füüsikalis-keemilised protsessid toimuvad elektrolüütilises rakus.
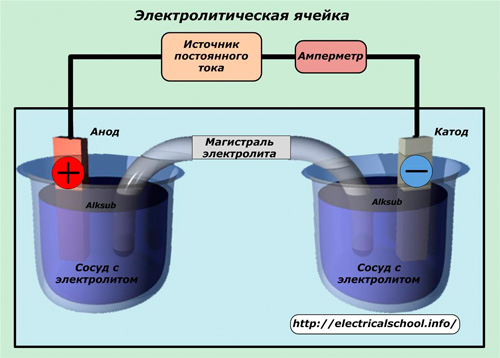
Toodetud elektrolüüdi mahutis. Keha sees on kaks elektroodi, millele juhitakse konstantse pinge allikast positiivseid ja negatiivseid laenguid. Ühisahelat läbiva voolu tugevust reguleerib suurus ja juhib operaator arvestite abil. Automatiseeritud elektrielemendid töötavad elektroonika järelevalve all.
Elektroodi, millele positiivne laeng rakendatakse, nimetatakse "anoodiks" ja negatiivset - "katoodiks". Elektrolüüdis oleva voolu toimel tekivad vastupidise märgiga laenguga ioonid:
1. katioonid;
2. anioonid.
Positiivselt laetud ioone nimetatakse "katioonideks", kuna need liiguvad katoodi poole. Anioonid on negatiivselt laetud ioonid, mis tõmbavad anoodi külge.
Elektrolüüsi käigus tekkivad tehnoloogiad on kahe teaduse ristteel:
1. keemia;
2. elektrotehnika.
Ajalooliselt on seetõttu välja kujunenud praktika, et galvaniseerimisega tegeleb elektrokeemia spetsiaalne haru, mis uurib nii elektrokeemilisi kui ka füüsikalisi nähtusi, mis tekivad metallikatioonide sadestumisel mis tahes tüüpi anoodidele. Seda tehakse selleks, et valida optimaalsed tehnoloogilised tingimused, töötada välja eritehnikad ja -meetodid, valida seadmete nominaalrežiimid teatud metallide sadestamisel erinevatel alustel.
Praktikas galvaaniline kate on juba ammu jagatud kaheks eraldiseisvaks, sõltumatuks suunaks:
1. elektroformimine;
2. Tsingimine.
Need meetodid töötavad ligikaudu samadel tehnoloogiatel, kuid erinevad galvaanilise kattekihi aluse materjalide poolest.
Elektrotüüp
See on viis mittemetallist osa mahukujutise madala koopia loomiseks. Peamisteks materjalideks saab kergesti töödelda krohvi, kivi, puitu, plastikust toorikuid ja muid aineid.
Kunstitöötubades luuakse ainulaadseid ehtevorme, kattes metallikihiga erinevate puude lehti, lilli, putukaid.
Galvaanilise katmise rajajaks oli venelane Boriss Semenovitš Jakobi, kes töötas välja tehnoloogia, mis võimaldas luua kuulsaid metallskulptuure, mis siiani kaunistavad Peterburi Iisaku katedraali hoonet. Selle töö eest pälvis ta ülemaailmse tunnustuse, pälvis Venemaa mainekaima teadlaste Demidovi auhinna ja Pariisi näituse pidulikul tseremoonial suure kuldmedali.

Elektroformeerimismeetoditega loodud toodete paksust iseloomustavad suurenenud mõõtmed, mis annavad neile töö ajal tugevuse. See võib ulatuda 0,25 kuni kahe või enama millimeetrini, mis saavutatakse elektrokeemiliste protsesside kestusega.
Värvilisi väärismetalle kasutatakse kunstitoodetes kõige sagedamini galvaniseerimise teel:
-
kuld;
-
hõbe,
-
plaatina;
-
roodium.
Tehnilistel eesmärkidel kasutage:
-
vask;
-
nikkel;
-
raud.
Kuldamisel, hõbedamisel, nikeldamisel kasutatakse galvaniseerimise tehnoloogilistes protsessides vahekihina vaske.
Tsingimine
See galvaniseerimise meetod põhineb õhukese kaitsva metallikihi kandmisel metallosa või esemete rühma pinnale. Ülemine kate võib täita erinevaid funktsioone:
-
korrosioonikaitse;
-
kaitsekaunistus;
-
välimuse parandamine;
-
erinevate elektriliste omaduste andmine pinnale, et parandada voolujuhtivust või suurendada isolatsiooniomadusi;
-
haardevastaste vahendite tugevusomaduste suurendamine;
-
kulumiskindluse pikenemine;
-
adhesiooni parandamine teraste kummeerimisel;
-
suurenenud nakkuvus joodistega ja mitmed muud omadused.
Laia valikut galvaniseerimistooteid leiate kõikjalt meie ümber.

Ülaltoodud foto näitab töödeldud detaile, mis meid igapäevaelus ümbritsevad: mööbli ja lampide kaunistatud elemendid, kodumasinate ja kastide kaitsekatted.
Tootele kantud kihi kvaliteet sõltub loodud katte struktuurist. Tehnilistel eesmärkidel kasutatakse kõige peeneteralisemaid ja samal ajal tihedaid settekihte. Need on loodud:
-
komponentide ja elektrolüütide koostise valik;
-
töökeskkonna optimaalse temperatuurirežiimi säilitamine elektrolüüsi ajal;
-
praegused seadistused, selle tiheduse stabiilsus ja tootmistsükli kestus.
Galvaniseerimise tüübid
Kullakiht annab toodetele rikkaliku välimuse, kaitseb korrosiooni eest, suurendab toote peegelduvust. Kullatud pindade juhtivad omadused töötavad hästi elektroonikaseadmetes.
Hõbedamist kasutatakse samadel eesmärkidel ja samal ajal kasutatakse sageli ka toiteahelate juhtivuse parandamiseks. Seda rakendatakse starterite, kontaktorite, elektromagnetiliste ja staatiliste releede, operatiivvõimendite jalgade, mikroskeemide ja muude elektrooniliste komponentide kontaktidele.
Nikeldamine võimaldab terasest, vasest ja selle sulamitest, alumiiniumist, tsingist ja harvemini volframist, titaanist ja molübdeenist valmistatud toodetel anda dekoratiivse välimuse ja kaitsta korrosiooni eest mitte ainult atmosfääri mõjul, vaid ka töötamisel järgmistes tingimustes:
-
saastumine soolade, leeliste, nõrkade hapete lahustega;
-
suurenenud kokkupuude mehaaniliste abrasiivsete koormustega.
Kroomimine suurendab metallide kõvadust ja kulumiskindlust ning võimaldab taastada hõõrduvate osade kulunud pinnad nende esialgsetele parameetritele. Tehnoloogiarežiimi omaduste muutmine võimaldab teil luua:
-
halli varjundiga mattkatted, millel on suurim kõvadus, rabedus, kuid madalaim kulumiskindlus;
-
läikivad pinnad, millel on hea kulumiskindlus ja kõvadus;
-
madala karedusega, kuid atraktiivse välimusega ja heade korrosioonivastaste omadustega plastist piimakatted. Tsinkkate kaitseb teraslehti ja terastooteid korrosiooni eest ning seda kasutatakse sageli auto- ja ehitustööstuses.
Terasetoodete vaskkate kaitseb korrosiooni eest ja suurendab metalli juhtivust, kasutatakse välistingimustes töötavate elektrijuhtmete katmiseks.
Messingkate mitte ainult ei kaitse terast ja alumiiniumisulameid korrosiooni eest, vaid tagab ka nende hea nakkuvuse rehviga.
Armoring annab pindadele ainulaadse välimuse.
Roodiumiga katmine annab:
-
hõbeda kaitsmine tuhmumise eest;
-
pindade kaunistamine;
-
kõrge keemiline vastupidavus;
-
suurenenud kulumiskindlus.
Tehnoloogiliste protsesside omadused galvaniseerimiseks
Tööstuslikke galvaniseerimise meetodeid kasutatakse tootmisprotsessides laialdaselt.

Väliskihi pealekandmise seadmete ja meetodite mitmekesisus määrab suure hulga pinnametalli ehitamise tehnoloogiaid.
Tavaliselt hõlmavad tehnoloogilised protsessid etappe:
1. toorikute eelvalmistamine;
2. galvaanilise kihi kogunemine vannidesse;
3. detaili lõpptöötlus.
Eeletapis viiakse läbi pindade mehaaniline töötlemine ja peitsimine:
-
puhastamine oksiididest ja lisanditest;
-
eelnev rasvaärastus;
-
kinnitus rippuvatele seadmetele;
-
töötlemist mittevajavate kohtade isoleerimine;
-
lõplik rasvaärastus.
Osade anoodtöötluse ajal on oluline jälgida voolu optimaalseid parameetreid ja nende kestust.
Viimane etapp sisaldab:
-
elektrolüütiliste jääkide neutraliseerimine töödeldud osadel;
-
alternatiivne töötlemine erinevatel temperatuuridel veejugadega;
-
vedrustuselementide osade eemaldamine;
-
eraldatud kihi eemaldamine suletud objektidelt;
-
kuivatamine;
-
vajadusel teostada kuumtöötlust;
-
mehaaniline viimistlus vajaliku suurusega.
Kaasaegsete galvaniseerimisseadmete disainifunktsioonid
Elektrolüütide mahutamiseks kasutatakse galvaanilised vannid valmistatud vastupidavatest polümeeridest:
-
PVC;
-
PVDF;
-
polüpropüleenist.
Need on paigaldatud tugevale metallalusele koos modulaarsete juhtseadmetega.
Osade kvaliteetne puhastus tagatakse loomismeetoditega:
-
jet stream;
-
voolu meetod;
-
kaskaadi vastuvõtt.
Puhastusprotsessi lõpphindamise viib läbi operaator visuaalse vaatluse meetodite abil.
Paigaldatud elektriseadmeid ja kütteseadmeid juhitakse automaatselt või operaatori poolt. Toimingute kiirendamiseks tehakse mullitamist, kiigutamist ja muid tehnikaid.
Tööstusettevõtted on varustatud kaitseseadmete, neeldurite, pardal asuvate imemis-, reoveepuhastussüsteemidega ja võimaldavad läbi viia ainult teatud protsesse, näiteks:
-
nikkel-kulla kihtide ladestamine tööstustoodetele;
-
nikkel, hõbe, vask, ripatsite kroomimine;
-
nikeldamine trumlites;
-
vase ja tina töötlemine väikestes tünnides;
-
kaunistused ripatsitel;
-
reoveepuhastus ja muud tehnoloogiad.
Suurettevõtetes kasutatavad tööstusettevõtted ühendatakse tootmisliinideks.

Omatehtud galvaanilised meetodid
Galvaniseerimise ja galvaniseerimise meetodite kasutamine majapidamises on iga kodumeistri võimuses. Enne selliste seadmete valmistamist tuleks aga tutvuda ja arvestada ohutusreeglitega, mida tuleb järgida agressiivsete vedelike ja elektripaigaldistega töötamisel, tagada ruumide hea ventilatsioon ja heitvee ärajuhtimine.
Klaasvannide kasutamine on ebasoovitav nende hapruse tõttu. Parem on valida tugevatest läbipaistvatest polümeeridest valmistatud nõud.
Konstantse suurusega elektrivoolu voolamiseks väikestes elektrolüüdipaakides saate kasutada arvutist või mobiiltelefonist valmistatud valmisplokkide kujundust või teha need ise konkreetsete vajaduste jaoks.
Üsna lihtsaid toiteseadmeid vanadest transistorregulatsiooniga raadiotest võib leida internetist või võtta aluseks järgmine skeem.
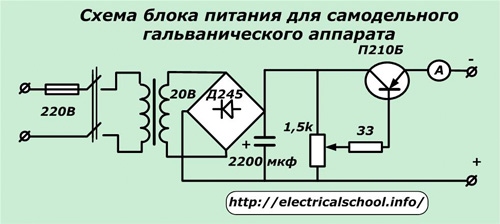
Selles saab kasutada trafot suvalisest vanast telerist või ise kerida.Toitetransistori, alaldi dioodi silla ja reguleertakisti nimiomadused valitakse vastavalt koormuse võimsusele. Elektrolüütkondensaator võrdsustab tasandatud pinge. Vooluväärtuse pidevaks jälgimiseks on sisse ehitatud ampermeeter.
Sarnase ploki osade paigutus, kuid koos täiendava juhttransistoride sõlmega, on näidatud fotol.
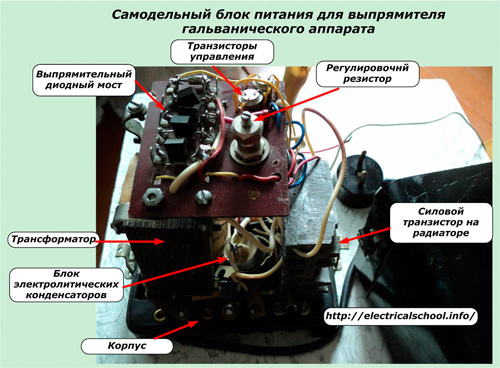
Jõutransistori paremaks jahutamiseks kasutatakse õhujahutit.
Teise toiteploki valmistamine on väga lihtne: mobiiltelefoni laadija eraldi kontaktide «+» ja «-» väljundid on ühendatud mõõteseadme ja vastava võimsusega reguleeriva koormustakistiga galvaanilise elektroodidega. vann.

Galvaanilise või galvaanilise meetodiga töö tegemisel peab kodumeister kogemuste saamiseks iseseisvalt katseid läbi viima ja nende tulemused registreerima. Ainult nii ilmnevad meisterlikkus ja praktilised oskused.