Galvaanilised paigaldised – seade, konstruktsioonid ja kasutamine
Toiteallikad galvaaniliste paigaldiste jaoks.
 Kolmefaasilise 380 V võrguga ühendatud türistorite või klappide alaldeid kasutatakse galvaniseerimisvannide ja metallide elektrokeemilise töötlemise masinate toiteks. elektrolüüs Kasutada võib ka sobiva pingega alalisvoolugeneraatoreid.
Kolmefaasilise 380 V võrguga ühendatud türistorite või klappide alaldeid kasutatakse galvaniseerimisvannide ja metallide elektrokeemilise töötlemise masinate toiteks. elektrolüüs Kasutada võib ka sobiva pingega alalisvoolugeneraatoreid.
Kirurgias galvaniseerimiseks väikeettevõtetes on olemas ka galvaanilised paigaldised ND-tüüpi generaatoritega vooludele kuni 5000 A. pingele 6/12 V. Praegu selliseid seadmeid ei toodeta.
Galvaanipaigaldiste alaldid liigitatakse nimialaldusvoolu ja -pinge ning alaldusvoolu parameetrite järgi - pöördumatuks, pööratavaks ja impulss-. Peamised galvaaniliste vannide toiteallikate tüübid: TE, TEP, TV, TVR, TVI, VAK, VAKR nimivooludele 100 kuni 3200 A.
Türistorplokid TE, TV tagavad alaldatud voolu või alaldatud pinge või voolutiheduse automaatse stabiliseerimise. Voolu ja pinge reguleerimise vahemik on 10 kuni 100% nimiväärtusest.
Pööratavad plokid TEP, TBR, VRKS võimaldavad teil saada väljundis bipolaarset alaldatud voolu (st muuta vanni voolu suunda) edasi- ja tagasivoolu määratud kestuse automaatse kordamisega. Päripolaarsuse voolu seadistamise kestus on 2-200 s, vastupidine 0,2-20 s.
Pööratavad seadmed võimaldavad ka pidevat töötamist mis tahes polaarsusega vooluga – ilma ümberpööramiseta.
Impulssseadmed (nt TVI) annavad nii impulss- kui ka pideva väljundvoolu. Impulsivoolu kestus on 0,01-0,1 s, impulsside vaheliste pauside kestus on 0,03-0,5 s.

Elektriline alaldi
Galvaanipaigaldiste alalditel on vahelduv- ja alalisvoolupoolne lühisekaitse, ülekoormuskaitse üle 1,1 nimivoolust ja türistori ülekuumenemiskaitse.
Alaldid monteeritakse kappidesse ja paigaldatakse suletud, köetavatesse ja ventileeritavatesse tööstusruumidesse. Seadmed võivad asuda vannide vahetus läheduses tingimustes, mis välistavad elektrolüütide pritsmete tungimise.
Galvaanipaigaldiste plokkide paralleel- ja jadaühendus ei ole lubatud.
Galvaanivannide toiteahelad
Kõige tavalisem galvaaniliste vannide toiteskeem on toiteallikas oma alaldist, see tähendab individuaalselt. Sel juhul on kõige lihtsam tagada optimaalne režiim ja elektrolüütiliste protsesside automaatne reguleerimine, voolu või pinge stabiliseerimine, tagurdamine jne, kasutades alaldi sõlme automaatseid seadmeid.
Väikese võimsusega galvaanilistes paigaldistes kasutatakse grupi toiteskeemi: buss või siin lahkub alalisvooluallikast, millega on ühendatud mitu vanni nende individuaalsete kilpide kaudu.
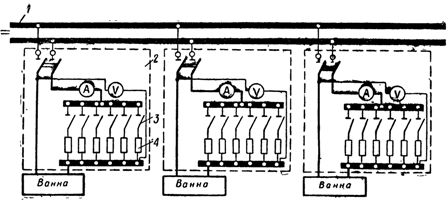
Galvaanivannide grupi toiteskeem: 1 — toiteallika liin, 2 — vannikilp, 3 — lüliti, 4 — reguleerimistakistus
Galvaanivannide reostaadid
Kui mitu galvaanilist vanni saavad toite ühest ühisest alalisvooluallikast (alaldi, generaator), on toiteplokil olevate seadmete abil võimatu soovitud režiimi säilitada. Reguleerimine toimub iga vannitoa jaoks eraldi.
Kasutage vannivoolu astmeliseks reguleerimiseks reostaadidasub iga vannitoa plaadil. Kõige sagedamini rakendatakse reostaati 6 sammuna, mis lülitatakse sisse paralleelselt üksteisega ja kõik koos vanniga järjestikku.
Reostaadid on valmistatud konstantaanist, rauast või nikroom traatspiraaliks põimunud. Iga spiraalosa lülitatakse sisse oma ühepooluselise lülitiga. Lisades erineva arvu lülititega pooli, reguleerivad need vanni voolu.
Kontaktide kuumenemise vähendamiseks spiraalide kinnituspunktides lülitite kontaktpoltide külge sirgendatakse spiraali ots pikkuseks 50-75 mm, nii et spiraalist tasapinnani jääks vaba kaugus. kilbist on vähemalt 50 mm.

Paneelid galvaanilisteks paigaldusteks
Vannide töö juhtimiseks peab igal neist olema ampermeeter. Kui tehnoloogiline protsess nõuab vanni pinge reguleerimist, paigaldatakse kilbile ka voltmeeter. Mõõteriistad rakendatakse magnetoelektrilise süsteemi kaudu.
Seadmed, kontaktpoldid voolujuhtmete ühendamiseks, reostaadid ja lülitid on paigaldatud kilpidele, mis asuvad vannitoa lähedal nurgas asuvatel terasest nagidel.
Kilbid on valmistatud 3 mm paksusest korrosioonivastase kattega lehtterasest. Seadmed on paigaldatud portselanpatjadele. Lubatud on marmorist kilpide valmistamine. Samal ajal tuleks galvaniseerimistöökodade niisketes ruumides hügroskoopsuse (niiskuse neeldumise) vähendamiseks värvida kilpide tagumine pind õlivärviga.