Jaotusseadmete ja õhuliinide kontaktühenduste defektide tuvastamine
Nagu teate, on olenevalt konstruktsioonist, eesmärgist, materjalide ühendamise viisist, kasutusalast ja muudest teguritest olemas poltidega kontaktühendused, keevitatud, joodetud ja pressitud (pressitud ja keeratud). Kaugvahejuhtmed võivad viidata ka kontaktiühendustele.
Keevitatud kontaktliidete defektid
Keevitamise teel tehtud kontaktliidetes töötamise ajal võivad defektide põhjused olla: kõrvalekalded etteantud parameetritest, sisselõiked, mullid, koopad, läbitungimise puudumine, longus, praod, räbu ja gaasisulgud (õõnsused), tihendamata kraatrid, torude põlemine. südamiku juhtmed, ühendatud juhtmete lahknemine, vale klemmide valik, ühenduste kaitsekatete puudumine jne.
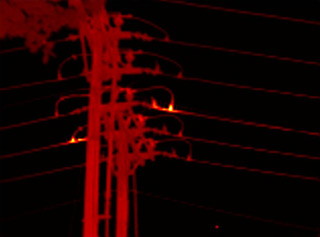
Termokeevitustehnoloogia ei taga suure ristlõikega (240 mm2 ja rohkem) juhtmete keevitatud pistikute usaldusväärset tööd.Selle põhjuseks on asjaolu, et ühendatavate juhtmete keevitamise ajal ebapiisava kuumutamise ja nende otste ebaühtlase lähenemise tõttu põlevad välimised kihid, keevituskohale ilmuvad läbitungimise puudumine, kahanevad tühimikud ja räbu. . Selle tulemusena väheneb keevisühenduse mehaaniline tugevus, mis arvutatust väiksemate mehaaniliste koormuste korral põhjustab traadi katkemise (põlemise) ankru aasas.


Ankru tugisilmuste keevitusvead on viinud lühiajaliste õhuliinide hädaseiskamiseni. Kui üksikud juhtmed keevisühenduses purunevad, suurendab see kontakttakistust ja selle temperatuuri. Defektide tekkimise kiirus sõltub sel juhul oluliselt mitmest tegurist: koormusvoolu väärtusest, juhtme pingest, tuule ja vibratsiooni mõjust jne. Läbiviidud katsete põhjal leiti, et:
-
Helikopteri IR-juhtimisel ei pruugita tuvastada üksikute juhtide purunemisest tingitud juhi aktiivse ristlõike vähenemist 20 — 25%, mis on seotud juhi madala emissioonivõimega, soojusisolaatori kaugusega rada 50–80 m, tuule, päikesekiirguse ja muude tegurite mõju;
-
keevitamise teel, termokaamera või püromeetri abil tehtud defektsete kontaktliidete tagasilükkamisel tuleb meeles pidada, et nendes ühenduskohtades on defektide tekkekiirus palju suurem kui pressiga poltkontaktliidete puhul;
-
Kontaktliidete defektid, mis on tehtud keevitamise teel umbes 5 ° C ületemperatuuril ja mille tuvastab õhuliini helikopteri kontrollimisel soojuskaamera, tuleks klassifitseerida ohtlikeks;
-
terashülsid, mida ei eemaldata juhtmete keevitatud osast, võivad jätta vale mulje võimalik küte, tänu kuumutatud pinna kõrgele emissioonivõimele.

Pressitud kontaktühenduste defektid
Pressimise teel tehtud kontaktühendustes esineb ebaõiget kõrvade või muhvide valikut, südamiku mittetäielikku sisestamist kõrvasse, ebapiisavat pressimist, terassüdamiku nihkumist traatkonnektoris jne. Nagu teate, on üks viise pressitud pistikute haldamiseks mõõdeti nende alalisvoolu takistust.
 Minimaalse kontaktiühenduse kriteeriumiks on kogu juhi samaväärse lõigu takistus. Valatud pistikut peetakse soodsaks, kui selle takistus ei ületa 1,2 korda kogu traadi samaväärse pikkusega.
Minimaalse kontaktiühenduse kriteeriumiks on kogu juhi samaväärse lõigu takistus. Valatud pistikut peetakse soodsaks, kui selle takistus ei ületa 1,2 korda kogu traadi samaväärse pikkusega.
Siduri vajutamisel langeb selle takistus järsult, kuid rõhu suurenemisel see stabiliseerub ja muutub ebaoluliselt. Pistiku takistus on väga tundlik pressitud juhtmete kontaktpinna seisukorra suhtes. Alumiiniumoksiidi ilmumine kontaktpindadele toob kaasa pistiku kontakttakistuse järsu suurenemise ja soojuse tekke suurenemise.
Kontaktliigendi kontakttakistuse ebaolulised muutused pressimisprotsessi ajal, samuti sellega kaasnev madal soojuseraldus selles viitavad ebapiisavale efektiivsusele nendes esinevate defektide tuvastamisel kohe pärast kokkupanekut infrapunaseadmete abil.
Pressitud kontaktliidete töö ajal aitab nendes esinevate defektide olemasolu kaasa oksiidkilede intensiivsemale moodustumisele koos mööduva takistuse suurenemisega ja kohaliku ülekuumenemise esinemisega. Seetõttu võib eeldada, et uute pressitud kontaktühenduste infrapunajuhtimine ei võimalda avastada pressimise defekte ja seda tuleks teha teatud perioodi (1 aasta või rohkem) töös olnud pistikute puhul.
Vormitud pistikute peamised omadused on pressimisaste ja mehaaniline tugevus. Kui pistiku mehaaniline tugevus suureneb, väheneb selle kontakttakistus. Pistiku maksimaalne mehaaniline tugevus vastab kontakti minimaalsele elektritakistusele.
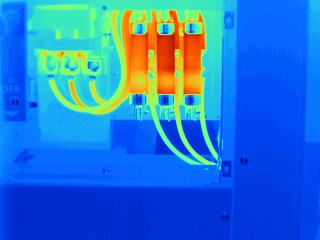
Poltkontakti ühenduste defektid
Poltidega valmistatud kontaktpistikutel on kõige sagedamini defektid seibide puudumise tõttu vasktraadi ühendamisel vasest või alumiiniumsulamist valmistatud lameda klemmiga, Belleville'i vedrude puudumise tõttu, kuna alumiiniumots on otse ühendatud vaskklemmidega. agressiivse või märja keskkonnaga siseseadmetele, ebapiisava poltide pingutusmomendi tagajärjel jne.
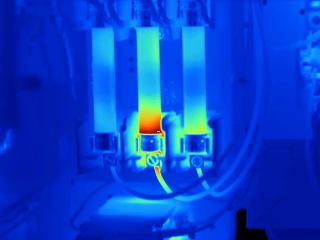
Suurte voolude jaoks (3000 A ja rohkem) kasutatavate alumiiniumsiinide poltidega kontaktliigendid ei oma töös piisavat stabiilsust.Kui kuni 1500 A voolude kontaktühendused nõuavad poltide pingutamist iga 1-2 aasta tagant, siis 3000 A ja enama vooluga sarnased ühendused vajavad iga-aastast remonti koos vajaliku kontaktpindade puhastamisega. Sellise toimingu vajadus tuleneb asjaolust, et alumiiniumist valmistatud suurte voolude jaoks mõeldud torustikes (elektrijaamade bussid jne) on kontaktliidete pinnal oksiidkilede moodustumine intensiivsem.
Oksiidkilede moodustumise protsessi poltkontaktliidete pinnal soodustavad teraspoltide ja alumiiniumrelsi erinevad joonpaisumise temperatuurikoefitsiendid. Kui siini läbib lühisvool või vahelduvvool, tekivad vibratsioonid, eriti kui siini pikkus on pikk, ja alumiiniumist siini kontaktpinna deformatsioon (tihenemine). Sellisel juhul nõrgeneb jõud, mis tõmbab siini kahte kontaktpinda kokku ja nende vahel olev määrdeainekiht aurustub. Oksiidkilede moodustumise tulemusena on kontaktide kokkupuuteala, s.o. kontaktalade (punktide) arv ja suurus, mida vool läbib, väheneb ning samal ajal suureneb voolutihedus neis. See võib ulatuda tuhandete ampriteni ruutsentimeetri kohta, mille tulemusena suureneb nende punktide kuumutamine oluliselt.
Viimase punkti temperatuur jõuab kontaktmaterjalide sulamistemperatuurini ja kontaktpindade vahele tekib vedela metalli tilk. Piiskade temperatuur tõuseb tõustes keemiseni, kontaktsiirde ruum ioniseerub ja reaktorijaamas võib tekkida mitmefaasiline lühis.Magnetjõudude mõjul võib kaar liikuda rehvid RU koos kõigi sellest tulenevate tagajärgedega.
Kasutuskogemus näitab, et koos suure vooluga siinitega ei ole ka ühe poldiga kontaktühendused piisava töökindlusega. Viimaseid on vastavalt standardile GOST 21242-75 lubatud kasutada nimivooludel kuni 1000 A, kuid need on kahjustatud juba voolude 400-630 A juures. Ühe poldiga kontaktiühenduste töökindluse parandamine nõuab mitmeid tehnilised meetmed elektrilise takistuse stabiliseerimiseks.
Poltkontaktühenduse defektide tekkimise protsess võtab reeglina kaua aega ja sõltub paljudest teguritest: koormusvool, töörežiim (stabiilne koormus või muutuv), kokkupuude kemikaalidega, tuulekoormus, poltide pingutamine jõud, kontaktrõhu stabiliseerimise olemasolu jne.
Kontaktühenduse kontakttakistus suureneb järk-järgult kuni teatud ajahetkeni, mille järel toimub kontaktpinna järsk halvenemine intensiivse soojuseraldusega, mis iseloomustab kontaktühenduse avariiseisundit.
Sarnased tulemused said Inframetrixi (USA) spetsialistid poltkontaktliidete termiliste katsete käigus. Küttetemperatuuri tõus katsete ajal toimub järk-järgult aastaringselt ja seejärel algab soojuseralduse järsu suurenemise periood.
Väänamisel tekkinud kontaktliigendite defektid
Väänamisel tehtud kontaktühenduste kahjustused tekivad peamiselt paigaldusvigade tõttu.Juhtmete mittetäielik keerdumine ovaalsetes pistikutes (vähem kui 4,5 pööret) tõmbab juhtme pistikust välja ja purustab selle. Töötlemata juhtmed tekitavad suure kontakttakistuse, mille tulemuseks on konnektori traat ülekuumenemine ja võimalik läbipõlemine. On juhtumeid, kus AJS-70/39 tüüpi piksekaitsetraati on korduvalt tõmmatud SOAS-95-3 ovaalsest pistikust väiksema keerdude arvuga keeratud 220 kV õhuliinidest.

 Kaugussulgud
Kaugussulgud
Mõnede vahetükkide versioonide ebarahuldav konstruktsioon, kokkupuude vibratsioonijõudude ja muude teguritega võivad põhjustada juhtmete hõõrdumist või purunemist. Sel juhul voolab läbi vahetüki vool, mille väärtuse määrab defekti olemus ja arenguaste.
Materjalide "Jaotusseadmete elektriseadmete infrapunadiagnostika" põhjal Autor Bazhanov S. A.